

Amtec Consultants Expert Guide to Stainless Steel Corrosion Resistance Problems

Amtec consultants provide corrosion expertise in the field of metallic corrosion. This Guide is one of a series on our website dealing with a number of Corrosion & Coating Breakdown topics. Other pages are focused on areas such as marine corrosion, Industrial corrosion, Corrosion in Hot Water & heating Systems. Other guides deal with Aluminium Corrosion & Copper Corrosion.
For more in depth information contact Amtec - enquiries@amteccorrosion.co.uk
Stainless Steel Corrosion Guide
This guide contains the following sections:
> Introduction
> Martensitic Stainless Steel
> Austenitic Stainless Steel
> Duplex Stainless Steel
> Crevice Corrosion of Stainless Steels
> Pitting Corrosion of Stainless Steels
> PREN -the Pitting Resistance Equivalent Number
> The Critical Pitting Temperature
> Passivation Treatments for Stainless Steels
> Introduction to Stainless Steel Polarisation Curves
> Sensitisation of Stainless Steels & Weld Decay
> Corrosion Due to Ferrous Metal Contact
> Corrosion & Stainless Steel Surface Finish
> Washing, Cleaning & Maintenance of Stainless Steels
> Corrosion of Architectural Stainless Steel
> Corrosion of Stainless Steel Kitchen Equipment
> Corrosion of Pharmaceutical Stainless Steel Components
> Corrosion of Stainless Steels in Marine Applications
> Corrosion of Stainless Steels in Food Processing Applications
> Corrosion of Stainless Steel in Swimming Pools
Stainless steels are corrosion resistant because an oxide film, rich in chromium and nickel, completely covers the surface. Steels containing less than 8% alloying elements have very similar corrosion rates to normal mild steel.
The low alloy steels that contain around 8% alloying elements are ferritic or martensitic and have good mechanical properties. They are magnetic and relatively easy to machine. They should be regarded as low corrosion steel rather than stainless as they tend to pit and surface stain.
Corrosion resistant grades of martensitic stainless steel are generally referred to as the 400 series. Grades with numbers between 403 and 420 generally contain between 11% and 14% chromium, the more corrosion resistant grades with numbers between 430 and 440 contain between 15% and 18% chromium. These grades of stainless steel do not contain nickel as an alloying element. Grade 630 does contain between 3 and 5% nickel and between 3 and 5% chromium, these additions results in this material being precipitation hardening and just machinable. this material has good corrosion resistance to a wide range of corrosive environments and has anticorrosion properties very similar to that grade 304.
Austenitic Grades Of Stainless Steel
As the alloy content is increased, mainly by the addition of nickel as an alloying element, the steels become more austenitic and non-magnetic. Higher alloying contents lead to improved corrosion resistance, especially to pitting and crevice corrosion. The surface films are robust and contain little or no iron. Passivation treatments can be used to remove any residual iron from the surface and make the surface film much more uniform and resistant to localised corrosion. Further increases in alloying content give rise to duplex stainless steels, which are again more chemically resistant.
With each increase in alloying content there is an increase in the cost of the material. However the strength of the steel increases and some of the cost penalty can be regained by using reduced cross sectional areas and thicknesses.
Common grades of austenitic stainless steel are 301, 303, 304, 316, 317, 321, 314 (in increasing alloy content). Where only low levels of corrosion resistance are required grade 3CR12 could be considered as a low cost option (non austenitic option) if some degree of pitting and general rust staining is acceptable.
Grade 301contains slightly less chromium (16-18%) & less nickel (6-8%) than grade 304 although the two grades can overlap with a good quality grade 301 being equivalent to a poor quality grade 304. Depending on the amount of cold work grade 301 can be differentiated from grade 301 due to it being mildly magnetic. Sub grades of 301 are 301L & 301LN. Grade 301L has a low carbon content for better ductility whereas 301LN is a low nitrogen variant which work hardens more easily. It will also have a higher PREN number and better pitting resistance than the standard grade.
Grade 304 is the "Classic" 18/8 stainless and generally contains between 17.5 - 20.0 % Chromium & between 8 & 11% nickel. It is generally non-magnetic. The advantage of this grade is that it can be easily deep drawn into shapes such as sinks and saucepans together with other highly formed industrial articles. It has excellent corrosion resistance in many atmospheric corrosion environments, however it is quite susceptible to pitting and crevice corrosion in warm chloride containing environments and as such its use should be avoided in Marine applications or applications in the food industry where chloride containing cleaning agents are employed. Contact with body fluids should also be avoided.
Grades 321 and 347 stainless steel are modifications to grade 304 to which titanium or niobium have been added to desensitize the material from carbide precipitation which results in inter granular corrosion and occurs as a result of heating the material during welding.
Grade 316 stainless-steel is the most corrosion resistant of the commonly found stainless steel grades. It contains between 16 and 18.5% chromium, between 10 and 14% nickel, and between 2 and 3% molybdenum. It is the material of choice where high levels of pitting and crevice corrosion resistance are required in chloride containing environments. It is chosen for its good surface appearance in the architectural and transportation areas, however exposure to warm chloride containing environments can still result in unsightly rust staining and cosmetically undesirable small pits.
Grade 314 is an austenitic stainless containing between 23-26% Chromium & between 19 & 22 % nickel. It has excellent corrosion resistance without having the welding problems of duplex grades.
For superior corrosion resistance it is necessary to select duplex stainless steels. Duplex stainless steels have microstructures that consist of a mixture of austenitic and ferritic phases. Because of this they have properties that are very similar to both ferritic and austenitic stainless steel. They are extremely corrosion resistant and have a high degree of resistance to both pitting corrosion and crevice corrosion. Their limitation is that they can be difficult to weld. There are two types of duplex stainless steel known as first-generation and second-generation, the improved second-generation materials contain more nitrogen and have a much better resistance to corrosion by pitting. They are differentiated from super duplex corrosion resistant stainless steels in that they generally have PREN numbers of less than 40 whereas the super duplex material has PREN numbers (see below) of more than 40. These types of steel are known under propriety names such as SAF 2507, Ferralium SD40, & Zeron 100.
For extreme corrosion resistance, super duplex alloys are employed.
Duplex stainless steels generally contain between 19 and 24% chromium and between 3 and 5 per cent nickel. Super duplex stainless steels generally contain between 24 and 27% chromium and between six and 8% nickel, they also had generally higher nitrogen content that is usually between 0.2 and 0.35%.
Crevice Corrosion Of Stainless Steels
Crevice corrosion is the second most common mode of failure of stainless steels, with pitting corrosion being the most common.
Crevice corrosion occurs at locations where there is a small gap, or crevice, between the stainless steel article and another item. This second item can commonly be an insulator such as a gasket or a rubber separator although it could be metallic. The actual geometry of the small gap is critical for the onset of crevice corrosion. The gap has to be just big enough to allow an aggressive liquid to penetrate into the gap but not big enough to allow material to be flushed out of the gap due to flow or convection in the fluid.
The mechanism of crevice corrosion is well-known, with the first stage being the accumulation of aggressive ions (such as chloride ions) in the gap and the exclusion of oxygen from the solution within the gap. This results in a fixed anode forming in the crevice with the material outside of the crevice becoming a fixed cathode. Corrosion occurs within the crevice for two reasons, firstly a passive film breaks down due to the exclusion of oxygen and secondly the corrosion reactions at the anodic site produce a change in the pH which means that the crevice becomes increasingly more acidic with time.
Good design is one of the best ways to avoid crevice corrosion, with materials selection coming a close second. Crevice corrosion is most severe in acid conditions in chloride containing, non flowing or stagnant environments. Cathodic protection can reduce the levels of both pitting corrosion and crevice corrosion by making the anodic area more alkaline. Arranging for the environment to have greater flow will also cut down the effects of both forms of localised corrosion.
Other passive materials such as aluminium and its alloys are susceptible to both crevice corrosion and pitting corrosion. Pitting and crevice corrosion of aluminium occurs by similar mechanisms to that of stainless steel.
Pitting Corrosion of Stainless Steels
The most usual type of localised corrosion attack on stainless steel which results in perforation of tanks, vessels and pipe walls is pitting corrosion. It takes the form of small diameter but deep holes. These are usually less than 1mm in diameter and can penetrate many millimeters into the metal.
The pits are the anodes in the corrosion reaction and the remainder of the surface is the cathode. Pits initiate at defects in the protective oxide layer, or passive layer, on the surface. Commonly, these defects are inclusions that form from impurities, such as sulphur, in the steel. These impurities can result in very local depletion of the alloying elements, thereby preventing the protective oxide from being totally uniform.
The conditions that lead to pitting are moderately high temperatures, high concentrations of chloride ions (from salt), other halides such as fluorides, bromides and iodides. Acidic conditions (low pH) also aid the growth of the pits, which are themselves acidic.
This acidity within the pit is the reason why pits can continue to grow once they have been initiated.
PREN – the Pitting Resistance Equivalent Number
The PREN number is a useful guide to the tendency of certain stainless steels to pit.It should be used as a guide only & not as a completely predictive measure that will totally guarantee pitting resistance in all circumstances. Alloys that have high concentrations of nitrogen (N), chromium (Cr) and Molybdenum (Mo) have been found to show good resistance to pitting. The relative effect of these elements in combination is given by:
PREN = (%Cr) + (3.3 x %Mo) + (16 x %N)
(note that some variants use 32 x %N)
High PREN numbers therefore mean higher resistance to pitting corrosion.
Typical values of PREN are:
| Grade | PREN |
| 430 | 16 |
| 444 | 25 |
| 304 | 19 |
| 304LN | 21 |
| 316 | 26 |
| 316LN | 27.5 |
| 904L | 36 |
| Zeron 100 | 41 |
| SAF 2507 | 42 |
For more in depth information, contact Amtec
The Critical Pitting Temperature
Each stainless steel alloy has a critical pitting temperature, above which pitting can be expected to initiate and propagate. Results from ASTM G48 give the critical temperatures for the following alloys as:
| Alloy | Pitting Temperature (°C) |
| 2304 | 15 |
| 904L | 15 |
| 2205 | 30 |
| 255 | 50 |
| 6Mo | 70 |
| S32760 | 70 |
The most common austenitic grades of stainless steel will, therefore, be above the critical pitting temperature under many common service applications. However, passivation treatments and control of the surface finish can be used to minimise the effect of adverse service conditions.
For critical application, where pitting corrosion is to be expected, it is common practice to carry out passivation treatments in an attempt to bring the metal surface to a more uniform condition.
This is carried out by treating the surface with oxidising acids that dissolve iron but not the oxides of the alloying elements. ASTM A967-1 gives citric acid at 8% for 3 hours at room temperature as a common treatment and it is relatively safe to handle. Nitric acid at 20% for 30 minutes at 55oC is a faster passivation treatment. 2% sodium dichromate can also be added to the nitric acid treatment to improve the passivation, however there are greater health and safety issues. Hydrofluoric acid can also be used for passivation of stainless steel, but it is a very dangerous process. In the pharmaceutical industry passivation is sometimes carried out using a very pure solution of phosphoric acid. The acids used for passivation treatments should be virtually free of chloride or fluoride ions otherwise pitting of the stainless steel can be initiated.
The rate of both the nitric acid and citric acid passivation processes can be increased by raising the temperature. Passivation times can vary from a few minutes to several days, depending upon the grade of stainless steel to be treated.
ASTM standards are a guideline only, as the passivation treatment chemicals, process conditions and time have to be matched to both the operating conditions and the corrosive environment.
Tests for the effectiveness of the passivation treatment can be electro-chemical, using polarisation curves and potential mapping, or chemical, using either copper sulphate or ferricyanide tests. The electrochemical polarization and potential mapping techniques are far superior, providing more information and better accuracy. Amtec consultants and corrosion experts are specialists in both types of passivation testing and interpretation of the resulting data.
Introduction to Polarisation Curves
Polarisation curves on stainless steel are carried out using a potentiostat that holds the voltage constant and measures the resulting current. These are electrochemical measurements carried out in the solution of interest using three electrodes: the material under test, a voltage reference electrode and a third electrode from which the polarizing current flows.
There are two main types of polarisation curve – potentiostatic and potentiodynamic. In the first case, the potential is swept very slowly (at about 0.1mV/second) in order to keep very close to equilibrium conditions. These curves are very slow to produce. The potential sweep rate for potentiodynamic curves is much faster.
Polarization curves plot potential on the vertical axis (in mV with respect to the type of reference electrode) and the log modulus of the current along the horizontal axis. The modulus is used so that the positive and negative curves appear in the same quadrant on the graph. An example is shown below.
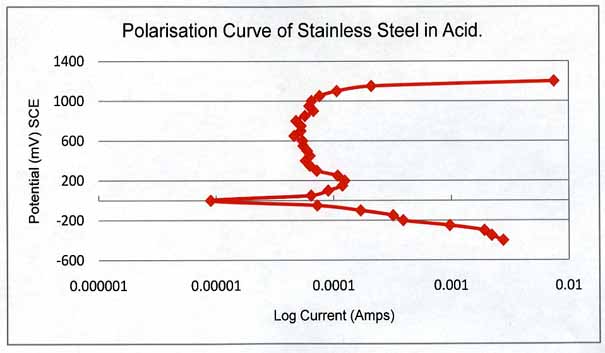
The sharp peak of low current pointing leftwards on the graphs, occurs when the current goes through zero. This zero current is called the “rest potential”. For potentiostatic curves, this is the same potential as the natural, unpolarised equilibrium potential, which is also known as the “corrosion potential”.
For potentiodynamic curves, this potential is shifted by the non-equilibrium conditions. For very passive surfaces, the shift is greater than for those with a weaker passive film.
The curves are often carried out starting from the bottom of the graph (electronegative) and sweeping towards the top (electropositive). At the highest voltage, the sweep can be immediately reversed and the voltage returned to the negative starting point, at the same rate. A second zero current potential often occurs, followed by a more extensive cathodic region.
The lag of the current behind the voltage is called the hysteresis. This causes the shift in rest potentials and sometimes results in a lag in the curves after the reversal point. Strongly passive surfaces produce the greatest hysteresis.
Where the positive part of the curve is vertical, or nearly vertical, this is a passive area where a high resistance, voltage independent, thin chromium film is present on the surface. The voltage range over which this film is stable is an indication of the quality of the passive film. The projection of this line down to the X (current) axis shows the corrosion current that could be expected when the film is present on the surface.
A second measurement of the corrosion current can be obtained by extrapolating the electronegative (cathodic) part of the curve back to the zero current potential.
Sensitisation of Stainless Steels & Weld Decay

Sensitization of stainless steel is a form of intergranular corrosion or grain boundary attack which results in complete grains of material falling out from the surface of the metal in the manner shown in the above photograph. When this happens in welded areas it is often referred to as weld decay. Where the sensitisation is related to a band across the component it is called Knife-line attack, as historically a heated band close to the handle of the stainless steel knife tended to lose hole grains fromm the surface which left a blackened pit. For 316 stainless steel sensitisation can occur when the steel is heated to a temperature between 480 deg C and about 900 deg C. At the higher temperatures sensitization can initiate after as little as three minutes but at the lower temperatures times of more than 1hour are required.
Sensitisation results in corrosion as the grain boundaries become depleted in chromium due to the formation along the grain boundary of intermetallic carbides. Six carbon atoms take 23 chromium atoms out of the alloy.This can result in the chromium content being reduded from 18 % down to 12% locally. When sensitised stainless steels encounter a corrosive environment, the centre of the grain becomes a cathode & the grain boundary becomes a very active local anode site. The process can have a long initiation period as it can take quite a time for the surface grains to become undermined. However when the grains become loose they fall out of the surface as metallic flakes & leave a blacked pitted surface.
Corrosion Due to Ferrous Metal Contact
The passive surface of stainless steel is constantly reforming. If the steel comes into contact with non-stainless or ferritic steel then these can smear across the surface and cause local anodes. The resulting corrosion is unsightly & contact between stainless & non-standard grades should be avoided. Seperate tools & work areas should be kept for the two types of material.
Corrosion & Stainless Steel Surface Finish

Stainless steel can be supplied in a diversity of surface conditions & finishes. The photo above shows a milled surface but brushed, ground & polished surfaces are also common. Usually the choice of stainless steel surface finish is a cosmetic one made by architects or designers but consideration should also be given to corrosion resistance issues. In general the smoother the surface condition, the more resistant the stainless steel surface is to corrosion & rust staining. Rough surfaces tend to initiate surface pitting in conditions where smoother surfaces would be resistant. Rough surfaces tend to accumulate contamination & require more maintenance. Grades such as 304 or 316 which are only marginally resistant to rust staining in food processing or marine conditions are definitely susceptable when used in a rougher surface condition.
Washing, Cleaning & Maintenance of Stainless Steels
When stainless steel has to stay in a good visual condition it should not be assumed that it will be maintanence free. In urban or marine situations regular washing with warm water containing surfactants will be required to keep the surface in good cosmetic condition. A typical wasing interval will be in the order of six months, however in more severe conditions more regular washing will be required. Cleaners containing active ingredients such as ammonia or chlorides should be strictly avoided. Should the stainless steel surface become stained or pitted then the surface staining can be removed with "Scotchbite" pads. Once pitting has initiated then more regular cleaning will be required.
Corrosion of Architectural Stainless Steel

Stainless steel is commonly used externally in modern buildings because of its attractive surface & low maintanence requirements. Corrosion such as that shown in the above photograph can take place if the stainless steel comes into contact with building rubble or ferritic steel during construction. Similar surface stains can easily occur due to a poor cleaning regime when the building is in a marine or industrial environment. 304 & 316 will need regular cleaning in these conditions.
Corrosion of Stainless Steel Kitchen Equipment

The photo above shows how a poor cleaning regime can lead to corrosion in an industrial kitchen. Components such as stainless steel shelving or stainless steel work surfaces tend to be constructed from lesser grades than 316 as they are more easily formable. Industrial refrigerators & industrial dish washers are almost always made from 316 or 316L & generally are stain resistant.

Kitchen stainless steel surfaces can corrode rapidly if the equipment is supplied in a poor condition. An example of poor manufacturing is shown in the above photograph where the contrast between the two different surface manufacturing conditions is apparent.

The severe pitting and corrosion shown above is an extreme case where a chlorine containing cleaner has caused corrosion of an industrial sink unit. Milder forms of this type of corrosion occur when the wrong type of cleaner or bleach is left in contact with stainless steel.
Corrosion of Pharmaceutical Stainless Steel Components

Many pharmaceutical plants process saline solutions & are constructed from type 316L stainless steel. Generally the stainless steel performs well, however if clamped flanges are left in contact with saline solutions the type of crevice corrosion shown in the photograph above can occur. When steam sterilising is carried out the surface of the stainless can have a red rust stain called "rougeing". Stainless steel in pharmaceutical situations can also be subject to pitting if insufficient flow is present in the process fluid. Stagnant solutions may also cause corrosion of stainless steel ball & butterfly valves. Sterilising vapours such as peracetic acid used for gassing can also attack stainless steels. Where speed controlled pumps are used the stainless steel may also be subject to stray current corrosion.
Corrosion of Stainless Steels in Marine Applications

The photograph above shows the blackening that occurs on type 316L stainless steel on a vessel that was regulary carrying acids. Such staining is a common feature of chemical tankers & is often associated with a degree of surface roughening. Stainless steels such as 316L can be sucessfully used in such applications. Stainless steel heating pipes in product carriers regulary carring naptha can suffer pitting corrosion if they are subject to surface damage prior to & during installation. Stainless steel doors & air conditioning plant will need regular cleaning and preventative oiling.
Corrosion of Stainless Steels in Food Processing Applications

The photo above shows a stainles steel spray nozzle from a dairy that is corroding from the inside out. Often dairy or other food products contain salt & if they are left in long term contact with stainless steel then corrosion can occur.
Corrosion of Stainless Steel in Swimming Pools

Stainless steel hand rails are common in swimming pools and are generally resistant to corrosion from the pool chemicals. The corrosion shown above was due to the use of incorrect floor cleaning chemicals. When stainlesss steel components or signs are specified for internal use in swimming pools then regular cleaning & washing would be expected.
For more in depth information contact Amtec: enquiries@amteccorrosion.co.uk