

Amtec Guide to Coatings and Corrosion
For the reasons described in the previous chapter, corrosion requires the ready supply of oxygenated conducting sea water and somewhere for the corrosion products to form. Coatings work first, by excluding water, ions and oxygen from reaching the steel and secondly, by preventing the products of the corrosion reaction from escaping from the reaction site. In the second case, the iron ions saturate the local area and the iron dissolution reaction can no longer proceed. Coatings therefore work by a barrier mechanism. It is the efficiency of the barrier that determines the extent of corrosion and coating breakdown.
For a perfectly intact coating applied to a perfectly clean surface with a good blast profile, the expected lifetime (assuming that there was no mechanical damage to the coating and/or strain applied on the steel substrate due to structural behaviour) would probably exceed that of the vessel. It is deviations from perfection that compromise coating lifetime.
Factors Affecting Coating Lifetime
Oxygen Permeability
Oxygen permeability through the bulk of the coating is rarely an issue. Most coatings used in the marine industry are not good barriers to the diffusion of gases. Coatings allow more than sufficient oxygen through to sustain any corrosion reaction taking place at the interface with the metal.
Water Vapour Permeability
Water in its gaseous phase can generally penetrate coatings with much the same ease as oxygen. Water vapour then condenses at the metal interface back to liquid water where it can drive such phenomena as osmotic and cold wall blistering. The latter occurs when water vapour passes through the coating and then condenses on the underlying cold metal. Liquid water cannot return through the coating and so blisters are formed, usually containing neutral pH fluid.
Inward rates of water vapour diffusion are generally higher than outward diffusion rates. The corrosion process is therefore rarely limited by a lack of water availability.
Liquid Water Uptake
As well as water vapour, coatings also transmit liquid water, which is taken into the bulk of the coating and (depending on the type of coating) can cause it to swell, disbond from the metal or to leach soluble components over an extended time period. Cyclic effects can eventually compromise the barrier properties of the coating.
Ionic Permeability
It is usually the availability of aggressive ions such as chlorides or sulphates at the interface that determines the rate of the corrosion reaction. For cross-linked coatings such as epoxies and polyurethanes, the network structure prevents the transmission of these ions through the bulk of the coating. Ions can only reach the interface via pores and defects in the coating.
Coating Porosity
All coatings used in the marine industry contain pores and other similar defects. These are usually produced during coating application and are a result of air entrapment, solvent boiling, pigment segregation or other similar phenomena. The density and size of the defects can vary with coating thickness in the manner shown in figure 2-1.
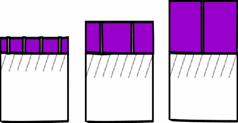
Figure 2-1. Schematic coating porosity in single coatings of different thickness.
The thicker the coating, the lower the defect concentration and the less the likelihood of pores reaching from the surface to the steel. The chance of a pore penetrating through a single coat system is greater than through a double or multi-coat system of the same total thickness, as shown in figure 2-2. Pores can penetrate both layers as the pore in the lower layer can act as a nucleation site for the pore in the upper layer.

Figure 2-2 Schematic coating porosity in a two layer system.
However, over thickness in a coating can lead to internal stresses being generated and cracking can occur. Therefore a very thick a coating is not necessarily better. Manufacturers recommended thicknesses should be achieved where possible.
Surface Contamination
It is almost impossible to produce a perfectly clean surface in a marine industrial environment such as a ship yard or dry dock. Surfaces are contaminated with a mixture of ions, water, oils & greases, blasting dusts, soots and other deposits. When the coating is applied on these contaminants, service lifetime is reduced. Ionic materials cause blistering and other disbonding phenomena whilst the other contaminants result in various degrees of lack of adhesion.
Coating manufacturers state surface cleanliness standards, particularly for ionic contamination. The latter is usually measured in micrograms of ionic material per square centimetre or milligrams per square metre. It should be noted that there is a factor of ten difference between the two measurement systems.
Surface Profile
The roughness of the surface prior to coating also affects coating longevity. A good mechanical key is essential for adhesion. The mechanical key helps to resist rust jacking (see later in Chapter 3) and calcareous deposit jacking (see later in Chapter 3) together with providing a more tortuous path for the diffusion of water and ions along the interface from defects in the coating.
Types of Coating Breakdown
Coating breakdown is covered here from a mechanistic viewpoint, real life examples are shown and discussed in a later chapter.
Blistering via Osmosis
Blistering is usually caused by the presence of ionic contamination or water soluble species at the interface between the coating and the steel. Water is drawn from the environment through the coating from an area of low ionic concentration to an areas of high ionic concentration by osmosis. The coating domes upwards as a result of the pressure difference, as shown in the figure below.

Figure 2-3 Schematic osmotic blister formation.
Blistering via Electroendosmosis
Osmotic blisters are usually small and relatively closely spaced, larger blisters are a result of electroendosmosis. When a normal blister grows so that it encompasses a pore in the coating, electroendosmotic blistering can take place. The difference in potential between the anodic site and the local cathodic site that occurs beneath the blister, drives ions into the blister. These then result in further growth of the blister via the mechanism shown below:
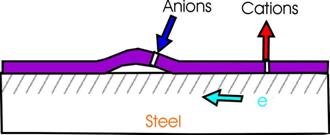
Figure 2-4 Schematic electroendosmotic blister formation.
In figure 2-4 an actively corroding site or an external sacrificial anode would each provide the same driving force for blistering. Osmosis and electroendosmosis tend to occur early in the lifetime of a coating whilst it retains a degree of plasticity.
Rust Jacking
This is the predominant mechanism of coating failure during the late stages of the service life of the coating. It occurs at defects in the coating, at cut edges, welds and at sites of mechanical damage. It is a result of the change in volume that occurs between iron in the steel and iron in the corrosion products. Typically, a volume increase of between eight and twelve time is involved when iron becomes rust. This volume change occurs beneath the coating and mechanically levers it from the surface in the manner shown in diagram 2-5. Poor mechanical strength in the coating and a good mechanical key to the substrate both help to resist this phenomenon.
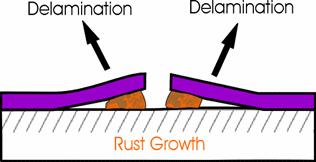
Figure 2-5. Rust jacking.

Photograph 2-1 Example of rust layers levering the coating from the steel.
Calcareous Deposit Jacking
This is similar to rust jacking in that the coating is levered from the surface mechanically by a deposit growing beneath it. In this case, the white calcareous deposits grow at the steel coating interface as a result of electrochemical polarisation by the cathodic protection system. Hydroxyl ions are generated at the cathodic site beneath the coating. These ions change the pH of the environment, which in turn changes the solubility of components of the sea water and cause precipitation to take place in this area. Dissolved carbon dioxide can also diffuse into the gap under the coating and react with the hydroxyl ions, giving rise to chalky deposits in the manner shown in figure 2-6.
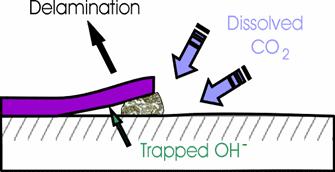
Figure 2-6. Calcareous deposits.
Calcareous deposit jacking and rust jacking usually occur together (often in alternating layers) due to the cyclic conditions found in ballast tanks.

Photograph 2-2. Calcareous deposits levering the coating from the steel.
It should be noted that the calcareous deposits which form help to protect the steel from further corrosion by the formation of a barrier layer on the steel. This is particularly of benefit in the ballast tanks of bulk carriers which suffer from reverse impact damage from grabs in the cargo holds. The paint in the ballast tanks can crack or become detached and the calcareous deposits assist in the prevention of rapid corrosion at these areas until repairs to the coating can be carried out.
Anti-Corrosion Protection by Coatings
In corrosion prevention by paints, two main principles are employed either alone or in various combinations:
- Create a barrier that keeps out charged ions and retards the penetration of water and oxygen.
- Ensure metallic contact between the steel and a less noble metal, such as zinc, provides cathodic protection of the steel.
Barrier Effect
A barrier effect is obtained by applying a thick film, typically 250mm to 350mm. This is the most commonly used type of anti-corrosion coating. The vast majority are epoxies.
By adding flake pigments, such as leafing aluminium, an improved barrier effect can be achieved. The flake pigments are oriented parallel to the steel surface and water trying to pass through has to select the more complicated and longer passage around the pigment particles.
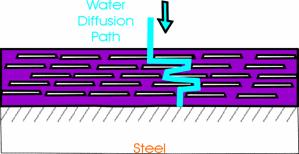
Figure 2-7. Complex pathway produced by lamellar pigments.
For permanently immersed steel, the first and often the only choice of protection in coating protection is to utilise the barrier effect. If a barrier coating is damaged, the damaged area is open for corrosion to begin. Corrosion can then proceed into the steel substrate and outwards under the intact coating, known as rust jacking, creep or under film rusting. Thus, where there is a risk of mechanical damage, additional protection such as cathodic protection is sometimes provided.
Galvanic Effect
Protection of steel through the galvanic effect (cathodic protection) can be achieved with paints containing large amounts of metallic zinc. A condition for effective protection is that the paint is formulated to give metallic contact between the individual zinc particles and between zinc particles and the steel.
The very nature of these paints requires an absolutely clean steel surface and especially for zinc silicates, a well-defined surface profile for a lasting coating system. When applied, zinc silicates are initially porous. After a while the porosity is filled with corrosion products from the zinc and a barrier is formed. Zinc corrosion products tend to inhibit corrosion. When damaged, the galvanic effect is re-established at the damaged area and the steel is protected effectively against rust creeping.
Inhibitor Effect
A corrosion inhibiting effect is achieved by using primers containing inhibitors. These are soluble or basic pigments designed to suppress the corrosion process. To prevent them from being washed out of the primer coats, top coats without inhibitors are applied to provide the barrier necessary for the inhibitive primer to last. However, due to the water solubility of the pigments used, inhibitive primers are not suited for prolonged immersion, as they suffer from blistering and subsequent early breakdown of the coating system.
When damaged, a reasonable protection against rust creeping or under rusting is provided if the damaged area is not too large. When the inhibitor has been used up, corrosion will occur.
Surface Tolerant Coatings
After a vessel enters service, corrosion will begin to occur in cargo tanks and holds at areas of damage or at regions where good surface preparation was not initially carried out. Maintenance of the coating is essential if its target service life is to be achieved. Any damages to the paint or any areas of rust jacking must be repaired as quickly as possible. Under service conditions, it is not always possible to achieve a very high standard of surface preparation, although some vessels have small scale grit blasting equipment on board.
The application of a surface tolerant paint product can be useful in the repair coating process. However, it should be remembered that no paint will perform adequately if it is applied onto heavily rusted or contaminated surfaces and that steel preparation should always be carried out to the highest possible standards, to avoid the necessity to repair the same area many times.
Outer hulls of vessels suffer from mechanical damage from fendering, tugs, etc, whilst tanks and holds can also suffer from localised corrosion. With time, these processes can result in pitted steel which is difficult to clean by spot grit blasting. The steel looks clean visually but ionic contaminants such as salts can be trapped under rust scales or in pits and this often causes the steel to blacken after blasting.
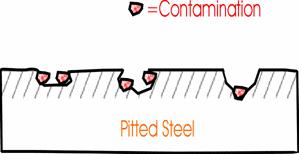
Figure 2-8. Residual contamination in pits.
Washing the surface with fresh water can help to reduce the residual contamination. The use of surface tolerant coatings in this situation can also be beneficial, providing that the levels of contamination are not excessive. Paint manufacturers specify the maximum contamination which can be tolerated by their products on blasted surfaces.
Coating Compatibility
The compatibility of coatings within a specific type of paint and between different types of paint varies considerably. Coatings such as epoxies have very specific overcoating time intervals (sometimes called the overcoating window) and these times must be followed if the individual layers are to adhere to each other.
Incompatibility between coating types, such as epoxy anti-corrosive coatings with some types of anti-fouling paints, can be overcome by the use of a tie coat, which has good adhesion to both paint types and is therefore applied onto the anti-corrosive layer before the anti-fouling layer is applied.
Coating compatibility is important when maintenance and repair work is carried out, to ensure that the repair coat will adhere to the original paint or failures will occur between the individual layers (intercoat adhesion failure).
Stripe Coats
Stripe coats are generally applied during the new building process as the blocks are being coated and at maintenance and repair during tank refurbishment. They are also applied at maintenance and repair refurbishment. Spray application processes and the inherent nature of paints to pull back from sharp edges results in the formation of a thin film at edges, as shown in the diagram below.
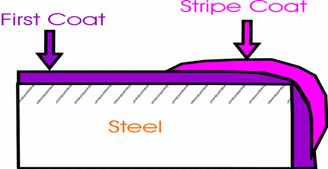
Figure 2-9. Schematic of a stripe coat.
The purpose of the stripe coat is to add an extra thickness of coating around vulnerable areas such as cut edges, welds, drain holes, etc. During routine maintenance on board the vessel, the application of stripe coats during repair work (particularly if the vessel was constructed without stripe coats) will prolong the life of the coating scheme.

Photograph 2-3 A good stripe coating has protected the edge.