

Amtec Corrosion Guide or Guide To Corrosion
Introduction to Corrosion
This brief introduction to corrosion is only intended as a corrosion guide for beginners in the field & to give a taste for how corrosion works. For more advanced issues please click on the "contact details" link above where you can type your enquiry & get a free reply. We can also give initial telephone advice on the number above.
This simple corrosion guide deals with the basic theory of corrosion and sets out the various factors controlling breakdown rates.
Corrosion of steel in marine and industrial environments is an electrochemical process in which the steel reacts with its environment to form an oxide, or other compound, similar to the ore from which it was originally obtained.
The majority of metals are found in nature in the mineral state, that is, in their stable oxidized condition as oxides, chlorides, carbonates, sulphates, sulphides, etc. The extraction of a metal from the mineral involves a reduction process, which requires a great deal of energy. As a consequence of this large energy input the metal is in a high-energy condition and will endeavor to return to its former stable oxidised low Energy State, as quickly as environmental conditions will allow. It is this energy difference between the pure metal and its oxidised forms which is the driving force for corrosion of the metal. Many corrosion products show a chemical similarity to the corresponding minerals. Iron, for example, is extracted from its ores, mainly oxide and carbonate, by reduction with carbon in a blast furnace. In the presence of moisture and oxygen, the iron metal so obtained is oxidised to rust, which is chemically the same as its ore.
The Rusting of Steel and the Corrosion Reaction
The rusting process is an electrochemical reaction. All common metals, such as Aluminium, Zinc, Cast Iron & Stainless steel corrode in much the same way & the corrosion process described her for steel occurs in a similar manner on those metals. During the corrosion process, the steel will lose iron atoms into its environment in the form of ions. In return some of the metal ions from the environment will plate out and return to the metallic state. This is known as a reversible reaction. When the rates of the forward and reverse reactions are the same, then the process is in equilibrium and the steel takes up its equilibrium potential.
Iron atoms leave the metal and they go into solution as positively charged metal ions, leaving behind negatively charged electrons. Consequently, the metal becomes more negatively charged. This makes it increasingly difficult or impossible for the remaining metal atoms to escape as positively charged ions as they are being held by the negative charge of the metal.
For the process to continue, the excess of electrons in the metal must be consumed elsewhere in another reaction. The manner and speed with which these excess electrons can be removed is one of the factors that determine the rate of corrosion.
One important step in the corrosion of steel is the transformation of an iron atom to an iron ion by the loss of two electrons. This is called the anodic reaction:
(1) Fe => Fe++ + 2e‑
(IRON ATOM) => (IRON ION) + (2 ELECTRONS)
This reaction can only occur if there is a suitable electron acceptor to combine with the electrons released by the ion atom. Freshwater or seawater contain dissolved atmospheric oxygen which readily serves this purpose. The oxygen is electrochemically reduced to hydroxyl ions in the cathodic reaction.
(2) O2 + 2H2O + 4e- => 4OH-
(OXYGEN) + (WATER) + (4 ELECTRONS) => (HYDROXYL IONS)
The heterogeneous character of the metal surface allows for some areas or sites to favour reaction (1) and become anodes and other areas to favour reaction (2) and become cathodes. The whole surface of the metal is therefore divided up into large numbers of anodes and cathodes, as shown below.
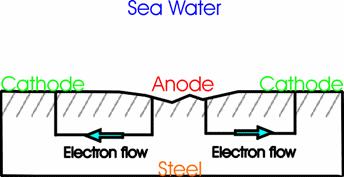
Figure 1-1. Anodic & cathodic areas form on the uncoated steel surface.
As the anodic reaction can take place much more rapidly than the cathodic reaction most of the surface is taken up with the production of hydroxyl ions, as shown in figure 1-2.
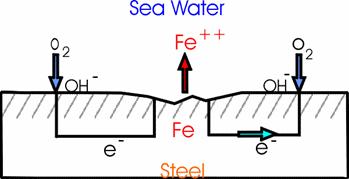
Figure 1-2. The cathode area is larger than the anode area on uncoated steel.
Figure 1-2 shows the progress of corrosion where metal is lost from the anode, causing it to progressively become thinner, accompanied by a flow of electrons in the bulk of the metal from the anode to the cathode which in turn react with both oxygen and water from the environment to form hydroxyl ions.
Both the iron ions and the hydroxyl ions diffuse into the solution and then react together to produce ferrous hydroxide ( sometimes seen as black rust) as shown in reaction (3)
(3) Fe++ + 2OH- => Fe (OH)2
(FERROUS IONS) + (HYDROXYL IONS) => (FERROUS HYDROXIDE)
Ferrous hydroxide in the presence of an abundant supply of oxygen is oxidised to the familiar reddish brown rust.
(4) 2Fe(OH)2 + O2 => Fe2O3.2H2O
(FERROUS HYDROXIDE) + (OXYGEN) => (RUST)
The above reactions, (1) (2) (3) & (4), are the basic reactions which occur when iron or steel transforms to rust or, more specifically, to hydrated iron oxides. In practical situations the process is not so simple. For instance, corrosion of steel in seawater or in polluted atmospheres results in more rapid and complicated reactions producing corrosion products in association with iron oxide. Some of these iron salts are water-soluble and can cause major problems to coatings if not removed before their application.
In given environments certain metals will form protective corrosion products, oxides that prevent or retard further corrosion. Aluminium and stainless steel are examples of this.
Some of the Factors Influencing Corrosion Rates
Diffusion
In the majority of cases, the corrosion rates of metals are controlled by the diffusion of reactants to and from the metal surface, hence freshly exposed bare steel surfaces will corrode at a greater rate than those covered with a compact layer of rust.
The corrosion rate is also heavily controlled by the diffusion of oxygen through the water to the steel surface at the cathodic site. Areas where oxygen diffusion is easy will corrode the fastest.
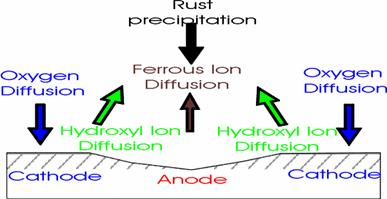
Figure 1-3. Diffusion pathways in the corrosion reaction on uncoated steel.
High flow areas such as on the outer hulls of ships, in pipes or in the vicinity of bell mouths will tend to exhibit higher corrosion rates because of the increased oxygen levels, although erosion is also a factor here.
Areas covered by a thin, conducting, moisture film, such as the conditions found just after a rain storm or in ballast tanks just after the ballast water is removed and also the conditions in cargo tanks after sea water washing, will corrode faster than areas under immersion. Therefore the ullage space at the top of ballast tanks and at the top of double bottom tanks where air has become trapped, tend to corrode more quickly than deeply submerged areas where there is a lower oxygen availability.
Temperature.
Corrosion rates generally increase with temperature. As corrosion rates are determined by diffusion, diffusion rates are also controlled by temperature. Steel and other metals therefore corrode at faster rates at higher temperatures than at lower temperatures. As a result, under deck areas and regions adjacent to the engine room or to a hot cargo, will tend to corrode preferentially.
One of the features of the modern double hulled tanker with fully segregated ballast tanks, is that when the cargo tanks are fully loaded, the empty ballast tanks act as a vacuum flask or thermo-bottle and retain the heat in the cargo for significantly longer periods than the single hull design. This increase in temperature of the cargo / ballast bulkhead combined with the cooler outer shell bulkhead (in the underwater regions) produces a complex set of corrosion conditions and results a driving force which increases the corrosion rate of the steel in the ballast tanks. Corrosion rates in the cargo tanks themselves will also be higher due to the increased temperature.
Conductivity.
Corrosion can only occur in ionically conducting solutions & for corrosion to occur, there must be a conductive medium between the two parts of the corrosion reaction. This is because charged ions need to travel in the water with a companion ion of the opposite charge. Corrosion will not occur in distilled water and the rate of corrosion will increase as the conductivity increases due to the presence of more ions in the solution.
The corrosion rate of steel reaches maximum close to the normal ionic content of sea water. Fresh water corrodes steel to the least extent, then brackish or estuarine water, with sea water being the most corrosive to steel.
Acidity and Alkalinity (pH).
pH is a measure of the acidity or alkalinity on a scale of 1 to 14. pH 7 is neutral. In neutral seawater, the pH is around 7.5 which means that the hydrogen ions (acid) and hydroxyl ions (alkali) are almost in balance. Under such circumstances, the reaction that balances the iron dissolution is the reduction of dissolved oxygen to form hydroxyl ions. If however the environment becomes more acid and the pH falls closer to zero, then there is a greater quantity of hydrogen ions than hydroxyl ions present in the solution. The excess hydrogen ions can become involved in the balancing (cathodic ) reaction which results in the evolution of hydrogen gas. As both the hydrogen ions and the hydrogen gas can diffuse very rapidly, the steel can corrode very much faster. This is a common effect when carrying cargoes such as petcoke, sulphur and sour crude oils.
Under alkaline conditions, where there is an excess of hydroxyl ions and the pH can increase towards 14, steel cannot corrode by either mechanism and remains unattacked.
Many of the blisters & blister rashes which are found in ballast tanks, particularly in the double bottoms, are filled with a high pH fluid. When the blister caps are removed, the steel is bright underneath. However, it will begin to corrode once the cap is removed, so once one or two of a group of blisters have been checked and the liquid found to be alkaline, the remainder of the blisters should be left intact. Amtec can provide specialist advice on blistering & can be contacted for free initial advice using the links at the top of this page.
Type of Ions.
Some types of ions present in seawater or in cargoes are more corrosive than others. Chloride ions are usually the most destructive with sulphate and other sulphur containing ions also representing a major problem.
Chloride ions have a destructive effect on the protective properties of any rusts produced by preventing the formation of the more protective, densely packed oxides. Sulphur containing ions become involved in additional electron generating reactions within the rust itself which in turn forms a cyclic, self regenerating process. This can produce intensive pitting on the inner bottoms of cargo tanks in oil and product carriers. The sulphur can originate from both the inert gas system and from any sulphur containing cargoes such as sour crude oil.
Electrochemical Potential.
Corrosion rates are very voltage dependant. Every metal takes up a specific electrochemical potential when immersed in a conducting liquid. This potential is called the half cell potential as it can only be measured by comparing it to another known reference potential produced by a reference electrode. Common reference electrodes are the Saturated Calomel Electrode (SCE), silver/silver chloride and copper/copper sulphate reference electrodes.
The potential that a metal takes up in a solution can determine if and how fast it will corrode. The potential can be changed by connecting it to another dissimilar metal (as in galvanic corrosion or by using sacrificial anodes) or by applying an external potential, as occurs with an active cathodic protection system of the type employed on the external hull.
Types of Corrosion
Uniform Corrosion.
The most common type of corrosion encountered is the general attack of a more or less uniform nature, although the loss of metal is concentrated at the anode sites and there is a continual change in the surface with time. With progressive metal loss, areas which were initially anodic cease to be active and new anodic sites take over. There is thus a continuous interchange between the anodic and cathodic areas, such that over a period of time the loss of metal over the entire surface is fairly uniform. This is the easiest form of corrosion to combat or allow for because structural life time can be predicted, a feature which is not possible with the following corrosion forms.
Pitting Corrosion
The characteristic of this type of attack is that it is extremely localised and the penetration is deep in relation to the area attacked. Pitting is one of the most dangerous forms of corrosion as it often occurs in places where it cannot be readily seen. Pitting corrosion of stainless steel is dealt with in more detail elsewhere on this web site. Pitting corrosion can be extremely intense on mill scale covered steel which has been left outdoors and has weathered, as shown in the figure below.
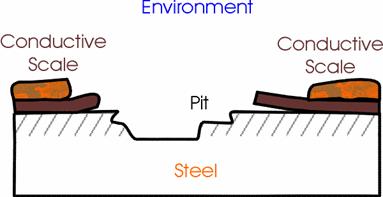
Figure 1-4. Pitting corrosion on uncoated steel, showing layers of iron oxides.
Pitting corrosion can occur whenever there are suitable localised conditions. Typically pits form where there is a small anodic area which is supported by a large cathodic area. In vessels this can occur at isolated areas where the coating has been damaged. The corrosion occurs at the exposed steel area and the coating and the steel under it become the cathodic area. A ring of blisters surrounding an active anodic site are common, as shown in photograph 1-1.
Before segregated ballast tanks were introduced, cargo tanks with heating coils such as stainless steel, which were also used as ballast tanks, pitted severely. This was due to galvanic corrosion.
Photograph 1-1. Cathodic blisters surrounding active anodic site.
On uncoated stainless steel pipe work, for example, pitting can occur where the passive oxide layer becomes damaged and corrosion can initiate at individual sites. If the corrosion products are not washed away from the surface, they will continue to cause corrosion and small pits will form. The materials needed for corrosion become trapped in the bottom of the pits and the rate of corrosion can accelerate as the pit develops.
Pits can grow in a variety of shapes, the common ones are saucer, V shaped and under cut pits, as shown in figure 1-5.
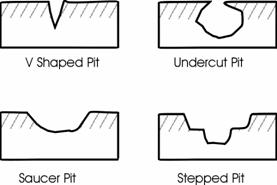
Figure 1-5. Different pit shapes.
V shaped pits tend to be the most serious of these four types of pitting, as the rate of penetration through the steel can be very high. Once this type of pit becomes established, it is very difficult to clean the corrosion products from the base of the pit and the corrosion rates can become very rapid.
Under cut pits are also a serious problem as the actual metal loss is greater than is initially apparent. If the pits are relatively shallow, then the overhang area can break under pressure and the pits “open up”, losing the aggressive contents to the environment. Over a large area such as a tank top, the effect can be the equivalent of rapid general corrosion. If the pits do not become open, then the rate of corrosion can increase as the pits contain all the constituents necessary for corrosion and the anodic and cathodic areas can separate out within the pit. As with the V shaped pits, these are extremely difficult to clean thoroughly and corrosion rates can be high.
Saucer shaped and stepped pits are the least detrimental, as the rate of metal penetration is relatively low over short time periods as compared with the other types.
Crevice Corrosion
Intense localised corrosion, ranging from small pits to extensive attack over the whole surface, can occur within narrow crevices formed by the geometry of a structure, for example: riveted plates or threaded joints. Crevice corrosion is characterised by a geometrical configuration in which the cathode reactant, oxygen, can readily gain access to the metal surface outside the crevice and less access to the crevice. The metal within the crevice is therefore anodic to the surrounding steel and suffers preferential corrosion.
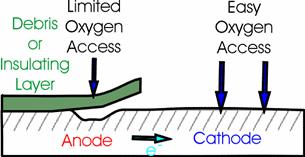
Figure 1-6. Crevice corrosion.
The crevice can be caused by any material & crevice corrosion is commonly found under insulation gaskets.When mud, poorly adherent coating, sand and other debris cover a passive surface it undergoes a similar type of attack to that occurring in crevices. Wherever loose debris collect, there will be a depletion of oxygen in a crevice. Consequently, the attack is localised there.
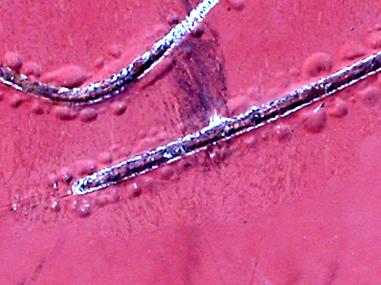
Crevice corrosion and subsequent pitting can also initiate where particles of material such as soot fall on an exposed metal surface. Crevices form where two surfaces are in close contact, for example pipes and pipe support brackets in ballast and cargo tanks can suffer from crevice corrosion where the two items touch. If they are constructed from different metals, one will tend to corrode preferentially. Where they are made from the same metal, both may develop pits where they are in contact. An example of crevice corrosion forming pits is shown in photograph 1-2.

Photograph 1-2. Pits forming as a result of crevice corrosion between U bolt and pipe.
Galvanic Corrosion.
In the galvanic series below the reference potential is a Standard Calomel Electrode (S.C.E.). This is a common reference point in chloride containing environments such as are found in the marine industry. The figure below gives the ranking of a number of common engineering materials in the Galvanic Series. The most positive (noble) material will be protected against corrosion at the cost of the most negative (base) material.
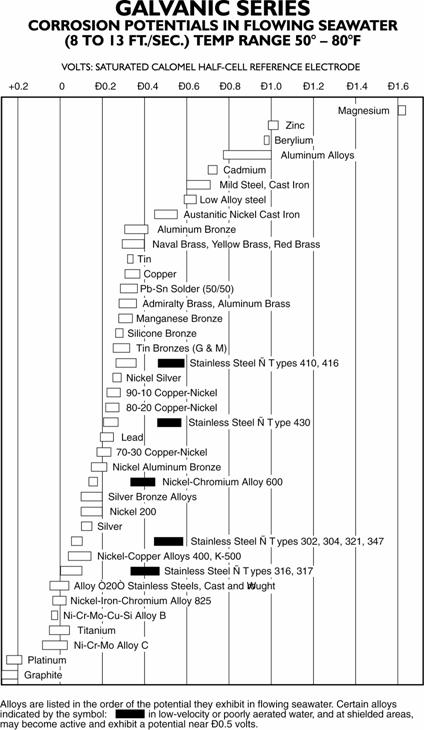
Figure 1-7. The Galvanic Series of metals with the most noble (least easily corroded) at the bottom.
When two metals in the series are electrically in contact one of them becomes the anode in the corrosion reaction and the other becomes the cathode. Anodes corrode in preference to cathodes. Cathodes will normally be at the sites of the oxygen reduction reaction.
For instance when steel and copper are connected as in the diagram below, steel is the less noble and therefore corrodes rapidly, whereas the copper is unaffected apart from its surface becoming more alkaline.
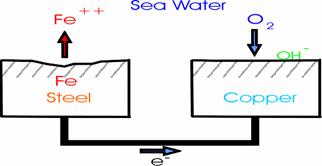
Figure 1-8. Flow of electrons in the iron – copper couple.
In accordance with the traditional concept, an electrical current travels from the copper to the steel (from the positive cathode to the negative anode).
Corrosion of the steel is accelerated through its contact with copper. The steel suffers galvanic corrosion while the copper is protected cathodically.
Microbiologically Influenced Corrosion (MIC) (Sometimes known as Microbial Corrosion )
This type of corrosion can occur in ballast tanks and articles buried in mud. It has sometimes been blamed for the excessive pitting to be found on the tank tops of VLCC’s. All metals, even stainless steel, may incur corrosion from microbiologically influenced corrosion. It is very difficult to clearly differentiate MIC definitively from other forms of corrosion and opinions differ widely as to its significance. Only when mats or webs of slimy material are present in clearly deoxygenated environments can its presence be definitively confirmed.
The two most common types of bacteria that cause corrosion are Acid Producing Bacteria (APB) and Sulphate Reducing Bacteria (SRB). Both live in colonies attached to the surface of the steel where they assist each other in their growth. Corrosive bacteria such as SRB which grow in oxygen free environments, rarely thrive over large areas in the conditions on board vessels. On ships, microbes can live in the water layer at the bottom of oil cargo tanks and in the sediment in ballast tanks, but stagnant conditions are usually required for MIC to become wide spread. The exact reaction of microbes and steel is not very clear, but they do produce acids, create corrosive cells & produce hydrogen sulphide
The initial detection of bacteria is first achieved visually by noting a black slime deposit on the surface of the steel. Additionally, the detection of Hydrogen Sulphide (as a rotten egg smell) could possibly be noted. Corrosion attributed to MIC is almost always highly localised pitting and the pits are generally filled with a black ferrous product. The walls of the pit can be terraced and the metal surface below the corrosion products is often bright and active. Further confirmation can be obtained by culturing samples.
However, similar effects can also be found where MIC is not a factor. In crude oil tanks, the corrosion and pitting are driven mainly by sulphur deposits from the cargo or produced by inert gas systems. It is easy to blame many forms of unusually accelerated corrosion on microbes as they are common in many environments . The presence of "bugs" does not automatically mean that they are accelerating the corrosion process. Often a more mundane cause is to blame & an experienced corrosion engineer is needed to find the real cause of unusually rapid corrosion. Impingement attack, abrasion assisted corrosion, sulphur contamination & stray current corrosion are commonly found in environments containing microbes. Usually an intensive investigation is required. Amtec can provide support in case where MIC attack may be a factor - follow the links at the top of this page for free initial advice.
All permitted hard coatings used in cargo and ballast tanks are known to be resistant to bacteria with the possible exception of vinyls. The latter are only rarely used in these areas.
Supplementing a coating protection system with anodes can cause the pH within the tank to increase. Bacteria do not usually thrive in areas where the pH level is in the alkaline range of 10 to 14.
Note that although sacrificial anodes may be present, the local pH under a biofilm or rust scale may become or remain acidic, if it is shielded from the effects of the sacrificial anode.
The use of biocides for treating bacterially affected areas has been tested successfully in small, enclosed tanks, but these have short time effects and are expensive. Biocides such as chlorine, hydrogen peroxide, iodine and quaternary amine have been used.
At the new construction phase, design features should be utilised in eliminating areas for the accumulation of mud and sediment. Also, proper drainage of all liquids to a common stripping area is desired to eliminate the possibility of stagnant water accumulating. Good design is safe, environmentally acceptable and permanent.
For further information on corrosion failures Contact Amtec on +44 (0)1928 734996 or by E-mail at enquiries@amteccorrosion.co.uk
See also: The Wikipedia entry on Corrosion