

Amtec consultants provide corrosion expertise in the field of metallic Corrosion. This Guide is one of a series on our website dealing with a number of Corrosion & Coating Breakdown topics. Other pages are focused on areas such as marine corrosion, Industrial corrosion, Corrosion in Hot Water & heating Systems. Other guides deal with Aulminium Corrosion & Stainless Steel Corrosion.
The Feasability of a Corrosion Resistant Ship.
A "White Paper" prepared jointly between BMT Defense Services & Amtec Consultants Ltd.

The effects of corrosion on MoD ships have become more prominent as the acquisition of new equipment has slowed and more reliance is placed on the service of aging equipment. Recent studies in the US suggest that corrosion’s impact on military costs appears to be enormous, representing one of the largest through life cost components of military systems. These costs include the direct costs such as the manpower and material that are used to repair the damage resulting from corrosion and the indirect costs that were they to be quantified, would significantly increase the total reported costs, such as the vessel or systems degraded availability. Corrosion also poses numerous safety risks and is currently a source of major concern to platform managers.
BMT Defence Services is a naval engineering and design house with first hand experience in naval vessel in service support and is acutely aware of the impact and inherent costs of dealing with marine corrosion. Amtec are respected corrosion consultants whose services are in demand world wide and who deal with corrosion in ships on a daily basis. With a joint understanding that there is much that can be done to mitigate marine corrosion at the design stage to significantly reduce through life costs, the two companies’ are working together to promote a wider understanding of the issues and the decisions that can be made to improve corrosion resistance.
CONTENTS
INTRODUCTION
THE COST OF MARINE CORROSION
CORROSION IN THE MARINE ENVIRONMENT
CONCEPT & DESIGN CONSIDERATIONS
MATERIAL CONSIDERATION & SELECTION.
PROCESSING MANUFACTURE.
INTRODUCTION
This paper seeks to draw the attention of potential ship owner’s to design considerations that will mitigate the risk of unexpected corrosion of vessels and significantly reduce their through life costs.
Ship owners and operators recognise intuitively that combating corrosion impacts significantly upon vessels reliability, availability, through life costs and budget availability for replacement projects. However, until recently, the UK Defence procurement organisation and its budgetary stove piping precluded the adoption of a range of spend to save measures including those related to corrosion avoidance at the design stage of a project.
Additionally, in the absence of a mandated corrosion prevention programme that would guarantee continuity of initiatives through the procurement cycle, decision makers have often been forced in extremis to trade off corrosion resistance as a cost savings measure when under budgetary pressure.

Allied to this is the fact that today’s procurers will be gone in a few years, and estimates of costs and savings have substantial uncertainty or simply do not exist, all of which have conspired to drive early consideration of corrosion prevention off the procurement decision makers radar screen.
In addition to the common corrosion prevention and control techniques such as Coatings and Cathodic Protection the paper will identify other areas for consideration that can result in improved corrosion resistance. Correcting unanticipated corrosion when the vessel is operational can be very time consuming and costly.
The Cost of Marine Corrosion
Mitigating unexpected corrosion can be very expensive in terms of direct cost and it also impacts heavily on platform availability. If a ship and its systems were designed with corrosion resistance built-in, this would result in less planned and unplanned maintenance and a substantial saving in through life costs would accrue.
"At US$1.8 trillion, the annual cost of corrosion worldwide is over 3% of the world’s GDP. Yet, governments and industries pay little attention to corrosion except in high-risk areas like aircraft and pipelines. "
George F Hays : Director World Corrosion Organization
This unpredictability of the extent and cost of corrosion can be mitigated by a realisation that decisions made during ship design establish in service corrosion properties and consequent through life corrosion costs by, for example, considering the appropriate choice of materials, fabrication and assembly processes, coatings and coating application, etc, through life costs can be minimized.
The cost of corrosion is poorly documented, however, some industry sectors such as highways and pipeline operators with an acute awareness of public safety have often conducted corrosion cost studies but the results have little relevance to the design and procurement of ships. There is little evidence that the cost of corrosion in the marine environment has been the subject of study.
Some rough estimates have been made of the cost of corrosion and are rather intangible, but they do however, provide an indication of the magnitude of the costs. Recently the World Corrosion Forum estimated the world wide cost of corrosion to be between 1.3 and 1.4 trillion Euros or 3.1 % to 3.5 % of a nations GDP. These figures only reflect the direct cost of corrosion – essentially materials, equipment, and services involved with repair, maintenance, and replacement.
Improving acquisition practices to ensure that corrosion resistance is designed in ‘up front’ is the only sure way to field a system that will have the readiness, mission availability rates and ownership costs that sustain themselves at predictable values. This is especially important as the design life of weapon systems continues to climb.
It does not include the environmental damage, waste of resources, loss of production, or personal injury resulting from corrosion and in 2001 a US Department of Defence study estimated that corrosion cost the department at least $20 billion a year.
Empirical evidence gathered by BMT DSL when recently involved in the upkeep of a MoD owned support vessel, showed that coatings alone accounted for 20% of the total upkeep package costs.
Some would advocate that corrosion should be viewed as an acquisition risk and as such should be managed like any other risk which would invite, at an early stage, procurers to consider a number of corrosion prevention or reducing measures to mitigate the effects of corrosion and attendant through life costs.Whilst it is difficult to definitively project a return on investment that would result from increased attention to corrosion prevention and control during system design, one can, however, appreciate the range of potential benefits that will result including improved reliability, reduced maintenance, increased availability, improved performance and efficiency, improved safety, increased service life, and reduced life-cycle cost.
Corrosion in the Marine Environment
It is generally accepted that the marine environment which combines the effects of saline seawater, salt laden air, rain, dew, condensation, localised high temperature and the corrosive effects of combustion gases is THE most corrosive of environments.

Marine Environments.
Ocean going ships, including naval warships, have a propensity to travel globally and as such they experience the extremes of marine environments which have often been noted to accelerate the decline in the material state of a ship operating, for example, in the Gulf theatre of operations.
Tropical marine environments are far more corrosive than cold European climates because the temperature has a significant impact on the rate of corrosion. The rate of corrosion of structural components or weather deck fittings will also relate directly to whether the material is completely immersed, in what is termed the splash zone or in areas that are not normally immersed.
The external surfaces of a vessel are invariably coated with salt deposits but in other superstructure locations the severity of the corrosion environment is intensified by high temperatures experienced, for example, in the vicinity of the uptakes and down takes associated with the propulsion system.
Equally significant is the corrosion experienced by internal pipe systems, valves and connected machinery which when it precipitates component failure often requires costly restorative work. One should also not ignore the fact that that the salt laden air permeates some of the environments internal to the ship that have direct access to the weather deck leading to corrosion in these zones as well.
Generic Corrosion Susceptible Areas
|
Outer hull |
Ballast tanks |
Fuel tanks |
Fresh, grey and black water tanks |
Bilges |
Pipe work & cooling systems |
Holds & storage tanks |
Boilers & engines |
Rudder |
Propeller |
Bearings |
Flanges |
Valves |
Pumps |
Void spaces |
Sea chests |
Stabilizers |

Warship Specific Corrosion Susceptible Areas
|
Flush deck fittings |
Guardrail stanchions |
Ladders |
Boat davits |
Fire main risers and hose connections |
Fire hose baskets |
Lights |
Cable ways |
Flight Deck Safety Net fittings |
RAS stations |
Pipe hangers |
Flight deck aircraft tie down points |
Machinery bed plates |
Screen doors |
Lockers |
Machinery spaces bilges |
Galley steel decks |
HVAC |
Bathrooms / showers |
Impact of the Corrosive Environment.

Having a firm understanding of the operational environment is crucial to designing a corrosion resistant ship or weapon system. It is insufficient to simply have an understanding of the types of corrosion that may beset a marine structure because, for example, solutions derived solely to mitigate the effects of the galvanic interaction between different materials may actually exasperate corrosion by introducing other more corrosive effects.
Warships are particularly susceptible to stray current corrosion that originates from speed controlled motors and weapons systems.
The word environment as used here describes the conditions to which a system may be exposed while in service. For example, a ship afloat in the ocean is considered to be in a marine environment, while turbine blades experience a high temperature environment inside a jet engine during operation. In reality though, things are not quite that simple, because systems experience a variety of simultaneous environmental conditions. Systems often contain many fluids and chemicals that are necessary for its components tooperate, but some of these can be very corrosive and cause a material to degrade. For instance, designers must consider cleaning chemicals and hydraulic fluids as sources of contamination that can cause a material to corrode. There are many other materials and contaminants that exist within the operational environment that can influence the rate at which a structure or component corrodes.
To mitigate the effects of the environment it is recommended that designers should initially gain a firm understanding of all the environmental factors that will influence corrosion of the system or ship before determining the corrosion prevention strategy. It is important to note that an environment isn’t a single condition, but rather is a combination of factors which work in concert, such as operating temperature and humidity, salinity, and mechanical loading. Other contributing influences include chemicals, fuel, pollutants, solar radiation and biological organisms and even the galvanic signature of the vessel’s berth during fitting out and subsequent berthing conditions through life.
Types of Corrosion Prevalent in the Marine Environment.
Corrosion is prevalent throughout a ship and although it tends to manifest itself in a commonly recognised degradation of the material and attendant staining, often the causal factors differ and initiate a different type of corrosion. For example, where the structure of the vessel is joined with fasteners these are often susceptible to galvanic corrosion, pitting, and stress corrosion cracking. This applies equally to electrical connectors. Without choice of appropriate materials propellers are also susceptible to corrosion, notably erosion corrosion and galvanic corrosion.
The hull being constantly exposed to the corrosive seawater environment experiences uniform corrosion but it is also likely to experience pitting, galvanic corrosion and others. Pitting occurs when the hull is exposed tostagnant or slow moving water like that found in dockyard basins.
The hull of a vessel may also experience stray current corrosion which occurs when welding equipment is incorrectly earthed. Galvanic corrosion may exist between the hull and a more noble material.
What follows is a brief description of the common forms of corrosion likely to be generated in the marine environment on a conventionally constructed ship.
Types of corrosion prevalent in the marine environment:-
Crevice corrosion
Uniform corrosion
Microbiological corrosion
Hydrogen embrittlement
Pitting corrosion
Erosion corrosion
Galvanic corrosion
High temperature corrosion
Stress corrosion cracking
Stress assisted corrosion.
Stray current corrosion.
Waterline corrosion.
Weld corrosion.
Coating related corrosion.
Corrosion under lagging.
Intercooler & heat exchanger corrosion.
Crevice Corrosion

Crevice corrosion is a localized form of corrosive attack. Crevice corrosion occurs at narrow openings or spaces between two metal surfaces or between metals and non metal surfaces. A concentration cell forms with the crevice being depleted of oxygen. This differential aeration between the crevice (microenvironment) and the external surface (bulk environment) gives the crevice an anodic character. This can contribute to a highly corrosive condition in the crevice. This type of rapid failure is dangerous since it may jeopardize the integrity of the ship structure. For obvious reasons, crevice corrosion has a tendency to occur in components where gaskets, washers, o-rings, fasteners and lap joints are used.
Uniform Corrosion.

Uniform or general corrosion is typified by the rusting of steel. Other examples of uniform corrosion are the tarnishing of silver or the green patina associated with the corrosion of copper. The life of components can be estimated based on relatively simple immersion test results. Allowance for general corrosion is relatively simple and commonly employed when designing a component for a known environment. Marine environments cause an amount of corrosion on metal surfaces exposed for extended periods of time. Uniform or general corrosion usually occurs in stagnant or low flow seawater at a rate of approximately 5 – 10 microns per year on mild and low-alloy steels. Uniform corrosion on these types of steels is the most common form of corrosive attack on ships.
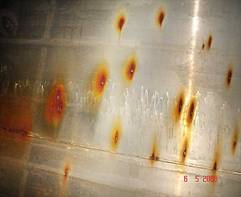
Pitting Corrosion.

Pitting corrosion is a form of extremely localized corrosion that leads to the creation of small holes in the metal. The driving power for pitting corrosion is the lack of oxygen around a small area. This area becomes anodic while the area with excess of oxygen becomes cathodic; leading to very localized galvanic corrosion. The corrosion area tends to bury into the mass of the metal, with limited diffusion of ions, further pronouncing the localized lack of oxygen. This kind of corrosion is extremely insidious, as it causes little loss of material with small effect on its surface, while it damages the deep structures of the metal. The pits on the surface are often obscured by corrosion products.
Pitting can be initiated by a small surface defect, being a scratch or a local change in composition, or damage to protective coating. Polished surfaces display higher resistance to pitting, providing the polishing is carried out correctly. Poor quality polishing can accelerate corrosion.
Alloys most susceptible to pitting corrosion are usually the ones where corrosion resistance is caused by a fascination layer: stainless steels, nickel alloys, aluminum alloys. Metals that are susceptible to uniform corrosion in turn do not tend to suffer from pitting, e.g., regular carbon steel will corrode uniformly in sea water, while stainless steel will pit. Addition of about 2% of molybdenum increases pitting resistance of stainless steels. The presence of chlorides, e.g. in sea water, significantly aggravates the conditions for formation and growth of the pits through an auto catalytic process. Stagnant water conditions favour pitting.
Hydrogen Embrittlement.
Welds are common in the ship and submarine structures, but areespecially susceptible to hydrogen embrittlement. The high temperature environment caused by welding can breakdown molecules such as hydrocarbons and produce hydrogen (atomic or molecular), which can then diffuse into the metal and initiate embrittlement. Thus, proper cleaning of the metal surfaces before welding to remove handprints, grease, paint or solvents will reduce the potential for hydrogen contamination and ultimately hydrogen embrittlement.
Galvanic Corrosion.

Galvanic corrosion is an electrochemical process in which one metal corrodes preferentially when it is in contact with a different type of metal and both metals are in an electrolyte. When two or more different sorts of metal come into contact in the presence of an electrolyte a galvanic couple is set up as different metals have different electrode potentials. The electrolyte provides a means for ion migration whereby metallic ions can move from the anode to the cathode. This leads to the anodic metal corroding more quickly than it otherwise would. The presence of electrolyte and a conducting path between the metals may cause corrosion where otherwise neither metal alone would have corroded. Even a single type of metal may corrode galvanically if the surface varies in composition, forming a galvanic cell.
Microbiological Corrosion.

Erosion Corrosion.

Erosion corrosion is a degradation of material surface due to mechanical action, often by impinging liquid, abrasion by particles suspended in fast flowing liquid or gas, bubbles or droplets, cavitation, etc
phenomena that occurs at and near the surface of the blade. A propeller’s rotational motion can result in a high relative velocity of the seawater moving over the propeller blades, which causes cavitation to occur.
The formation and immediate collapse of vapour bubbles (cavitation) repeatedly hitting a particular location will often result in surface damage on the propeller. This specific form of corrosion may also occur in other components that are in contact with water that cavitates. A key to preventing a significant amount of erosion corrosion is designing the component or system to minimize turbulence and cavitation.
High Temperature Corrosion.

Stress Corrosion Cracking.
Stress corrosion cracking is a failure mechanism that is caused by environment, susceptible material, and tensile stress. Temperature is a significant environmental factor affecting cracking. For stress corrosion cracking to occur three conditions must be met simultaneously. The component needs to be in a particular crack promoting environment, the component must be made of a susceptible material, and there must be tensile stresses above some minimum threshold value. An externally applied load is not required as the tensile stresses may be due to residual stresses in the material. The threshold stresses are commonly below the yield stress of the material. Stress corrosion cracking is an insidious type of failure as it can occur without an externally applied load or at loads significantly below yield stress. Thus, catastrophic failure can occur without significant deformation or obvious deterioration of the component.
Pitting is commonly associated with stress corrosion cracking phenomena. Aluminum and stainless steel are well known for stress corrosion cracking problems. However, all metals are susceptible to stress corrosion cracking in the right environment.
Concept and Design Considerations.

Poor Corrosion access designed in.
Corrosion engineering should not simply be seen as a reactive discipline, or one that is brought to bear after the system shows the effects of corrosion, it should figure at the concept and design stage of a project during which decisions can be made which will have a significant impact upon the structures ability to avoid corrosion and its attendant costs.
Inadequate level of Understanding.
Corrosion is a major through life cost that can be minimised; however, it does require a deep specialist understanding to ensure that an accurate prediction is made of the full range of likely processes and that the prevention techniques are both effective and complementary.
Corrosion mitigation measures conceived from a basic or naïve understanding of the forces at work often lead to the acceleration of corrosion in other areas.
Corrosion is a major through life cost that can be minimised; however, it does require a deep specialist understanding to ensure that an accurate prediction is made of the full range of likely processes and that the prevention techniques are both effective and complementary.
Corrosion mitigation measures conceived from a basic or naïve understanding of the forces at work often lead to the acceleration of corrosion in other areas.
Material Specification and Selection.
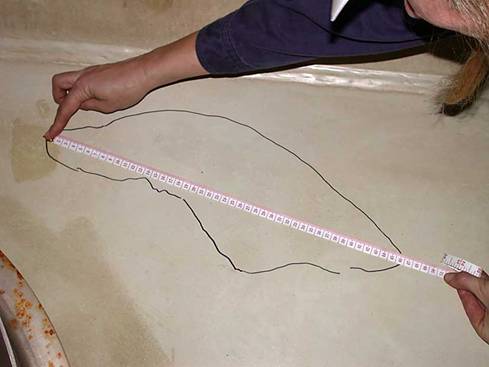
Outlining a damaged area of paint.
The choice of suitable corrosion resistant materials is often influenced by both cost and workability. For example, higher grades of stainless steel may perform ideally under marine conditions, however they can be very expensive and in many cases, extremely difficult to machine or weld.
This does not mean that it is not possible to select the best materials for the environment and careful choices from a basis of knowledge can allow the right materials, or at least the best compromises, to be selected.
Learning From Experience.
In determining which materials to specify, it is important to obtain as much relevant data as possible from other vessels and structures, particularly with regards to failures and whether any successful replacements have been establishes. Several sources of information are available, although many companies prefer not to publish detailed information on corrosion failures, in case this affects their future business. If time and budgets allow, the most favoured option would be to assess the potential corrosive environment and then screen available materials via a controlled test program designed by a corrosion engineer. Ideally this would include laboratory pre-selection followed by service environment trails. The influence of other components in the environment would need to be assessed by the corrosion engineer before final material selection. When selecting coatings, for example, data will be available from paint manufacturers on laboratory testing and from vessels & structures in service. Inspections and non-destructive tests can also be carried out on the paint in service, to investigate its performance and assess its long term possibilities.
A structured inspection of existing vessels can provide valuable information on coating performance and aid material selection for repair and new construction.
Corrosion Management and Control.
Based on a combination of experience and data, the possible failure modes of materials and combinations of materials can be assessed. It is important to ensure that the selected option is feasible or would be available at the construction location.
In some instances, it is not possible to prevent corrosion either by design or material selection and so management of the corrosion rate and its process must be considered. Depending upon the structure to be protected and its operating environment, there is a wide range of anti-corrosion strategies that can be used.
Corrosion prevention and control methods can include adding additional layers of protection such as paint or galvanising, the use of cathodic protection as sacrificial anodes or as an impressed current (ICCP) system. These can be designed to be low signature for specialised vessels.
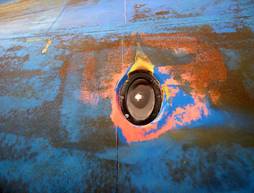
Corrosion Management Using Organic Coatings.

Coating Damage on an outer hull.
Organic paint coatings are generally the most common form of protection applied to marine structures.
Organic coatings are applied to ships and marine structures to protect against corrosion in terms of metal loss or component failure due to corrosion. They are also applied to improve the cosmetic appearance in a positive manner in terms of adding colour, camouflage, gloss and other such desirable effects as radar absorption.
The organic coatings also guard against undesirable cosmetic effects such as rust staining, mechanical damage and undesirable cosmetics is due to weathering. Most are the coatings costs and coatings repair costs associated with the external surfaces of warships are due to the need for good appearance.
Coatings are available in many specialist types for particular situations, such as anti-fouling paint for underwater hulls, anti-corrosive paint for tanks and pipes, decorative paint for accommodation areas, etc.
It should be remembered that all paint systems will suffer fromdegradation with time and ultimately will need replacing. The replacement period will depend upon the paint type, the skill with which it was originally applied, the service environment and the extent of maintenance.
Paints applied to areas that are exposed to physical damage will need more frequent replacement. Examples are ships sides, where contact with jetties, tugs, etc are common; ships holds, where cargo and crane damages are frequent; decks, which are subject to wear and tear from people and machinery.
To ensure an optimal lifetime, the paint type and its surface preparation requirements should be carefully chosen, as should the applicator of the product. A good track record under the expected service conditions is recommended. If this is not available, independentlaboratory tests combined with inspection & measurements of the paint in-service may be acceptable.
A balance between using a wide range of specific coatings for each environment vs a “universal” paint, with more average properties, must be considered.
Metallic coatings.

Hot Galvanising plant.
Metallic coatings come a close second to organic coatings in the arsenal of anticorrosive measures.
The most common metallic coating is galvanising using zinc. This is a form of cathodic protection using the zinc coating as both a barrier in the same way as an organic coating and also as a favourable galvanic couple. Galvanised items can also be coated with organic coatings to further increase the service lifetime but great care has to be taken with surface preparation otherwise early de-lamination of the organic coating can occur.
Most commonly, galvanising is carried out by immersing the items in a bath of molten zinc. If the process is carried out correctly this can result in a zinc coating thickness of up to 120 µm. Galvanised items used on warships can have a service lifetime in excess of 10 to 15 years before the zinc loses its protective properties.
Painting the galvanised items can very much extend the lifetime of the zinc coating past this point. Smaller items or sheet steel can be galvanised using electro-deposition processes.
When special anticorrosive properties are required from a surface, then specialist processes such as flame spraying may be an economic choice over more corrosion resistant alloys.
Cathodic Protection.
Sacrificial cathodic protection uses the principle of galvanic corrosion to provide protection to the chosen structure by the dissolution of another metal. Zinc or aluminium anodes are usually used to protect steel structures, whilst zinc anodes can be used to protect aluminium hulls. Sacrificial anodes can be used in tanks and holds and on exterior surfaces such as hulls and jetties.

Sacrificial Anode.
Passive cathodic protection using anodes is a very common as a backup to unimpressed current system on the outer hull. Anodes need to be carefully sited around the steering gear and the propellers to give a good current distribution and to work in harmony with the coating system.
Passive cathodic protection systems are very useful in cargo holds, cargo tanks, ballast tanks and in areas where galvanic couples can occur and cause high corrosion rates. Anodes are commonly used in mixed metal situation in heat exchangers and inter-coolers associated with propulsion and air-conditioning systems.
ICCP systems use inert (non-dissolving) anodes together with reference electrodes as part of a feedback system. This allows manual or automatic control over the protection provided.

Iccp reference cell.
ICCP Anode.
These systems are only used on exterior surfaces as they generate gases that could be dangerous in confined spaces.It is important that the cathodic protection system works together with a coating scheme and does not cause paint breakdown. Careful choices and balances of the both
elements are required for optimum performance of both systems.
In military applications cathodic protection systems on the outer hull can lead to undesirable electrical fields in the water surrounding the vessel that can lead to it being detected more easily. Special cathodic protection systems are designed that have a number of external anodes distributed along a length of the hull. They are also used in conjunction with electronic systems that reduce the electrochemical field produced by the turning propeller shafts and the propellers themselves. The amount of current drawn from such systems depends on the quality of the coating on the hull and it's through lifetime integrity.
Should the integrity of the coating become reduced then the amount of current taken from the ICCP system will increase and increase the likelihood of the vessel being detected. Good coating quality management at the outset is the best way to reduce this risk.
When dealing with designing out corrosion at the new building and procurement stage very careful consideration should be given to balancing the needs of cathodic protection systems and organic coatings.
Manufacture and Construction.
Before construction begins, it is essential that all parties involved agree on the methods, conditions and time scales involved in construction. Adequate inspection by trained personnel and good record keeping are also necessary, in case of future disputes.

Poor surface Preparation Failure.
Construction Processes.
During the construction of a ship, many of the following processes are involved:
Construction Processes |
|
Incoming raw material checks. |
|
Weld and Edge Preparation. |
|
Final fitting out. |
|
Modifications & repairs. |
|
Delivery. |
|
Service life. |
|
Coating guarantees |
|
|
|
Each process presents its own corrosion challenge both during construction and in service. |
|
Each process presents its own corrosion challenge both during construction and in service.
A “Right First Time” Approach is Ideal.
When considering coatings as an anticorrosive strategy for new warships, it is extremely important to operate a "get it right first time" policy.
Coatings applied at the new construction stage can be applied under much more favourable conditions than coatings applied as part of a maintenance and repair procedure. This is because substrate surface condition in terms of surface cleanliness, surface contamination, surface profile and initial steel quality can often show far more long term effects than the quality of the coating applied.
Good quality coatings, such as epoxies and polyurethane’s, offer excellent protection for a considerable number of years when applied on a high-quality surface. However, if the same coatings areapplied on to poorly prepared substrates then coating failure due to blistering and delamination can occur within a few months of the vessel entering service.
Throughout the build cycle of the vessel, the conditions under which the coatings are applied are crucial in determining the service life and cost effectiveness of the coatings scheme. Weather conditions such as fog, rain and other high humidity conditions can lead to coating delamination between coats. Low temperatures during coating application can lead to poor adhesion between coats and airborne contamination can lead to inter coat blistering.
Welding and other forms of rework during the construction process can lead to coating damage especially with warships that have an extensive fitting out period.

Rectification damage on shop primer.
Clear planning of this period in order to minimise all forms of coating damage and corrosion damage due to exposure to the elements and the effects of mechanical abrasion is essential to give good through life performance without inconvenient and expensive repairs being necessary at a later stage.
Good planning of a coatings maintenance procedure starts at the design stage as it is often areas that are physically difficult to access that tend to break down first. It is often far more economic to apply a very good coating on to a well-prepared surface when that surface is easily accessible than to try to affect repairs when the surface has been covered by insulation, wiring or pipe work.
Void spaces and other inaccessible areas should be planned to be coated for life.
Choosing mechanically strong or abrasion resistant coatings for areas subject to wear and impact damage should be considered for all surfaces that will be in contact with personnel, mooring ropes and in contact with jetties and tugs.
Incoming Raw Material.
Often corrosion problems arise with the new materials supplied to the shipyard. Many materials pick up surface contaminants during their manufacture and subsequent transportation. Care should be taken to remove surface contamination prior to installation or preparation and painting.
Incomming rew material can be of variable quality.
Stainless steel components will often need thoroughly cleaning and passivating prior to installation otherwise severe surface pitting can occur.
Copper and copper based alloys commonly arrive with carbon films on the surface that can provide good cathodes and lead to high corrosion rates. This is particularly common with pipework, valves and pumps.
Steelwork can arrive in a heavily pitted condition that will cause subsequent problems with the blasting and painting operations.
Surface Preparation Standards.
Surface preparation of welds & cut edges need to be well defined.
Surface preparation standards and other material cleanliness issues should be addressed at the time that the shipbuilding contract is placed. Immediately prior to thestart of building, clear standards need to be evolved with regard to how surface preparation standards can be unambiguously implemented in a way that will not lead to disputes.
Quality Control Procedures.
Quality control procedures should be in place for all processes that can affect either the surface quality or the anticorrosive properties of all the materials in service. Together with quality control procedures, the procedures should be in place for rectification or replacement of components that have become damaged in such a way that theiranticorrosive service lifetime has been compromised.
Shop Primer Line.
The shop primer line is often referred to as primary surface preparation. It is at this point that the quality of the coatings applied to the block sections is set.
If material that is contaminated with oil or grease passes through the shop primer line without being removed properly, then the coatings applied on top of it will be severely compromised.
Close attention should be applied to inspection of the plates as they emerge from the automated blasting process and also to the thickness and quality of the shop primer applied.
Sub-Assembly Stage.
At the sub-assembly stage the hull components are coated with shop primer which can then become contaminated or damaged. Welds and edges need careful attention with regard to smoothness and lack of porosity or other irregularities. Often the welding and cutting processes can introduce surface contamination in the form of oils, weld fume or footprints.

Overhead cranes and handheld air tools are common sources of oil contamination.
Coating Application and Curing.
Even if the coatings are properly applied onto a well-prepared surface, it is possible to encounter major problems that are a result of poor atmospheric conditions during coating application and curing as these processes are extremely sensitive to both temperature and atmospheric moisture.
Low temperatures at any time during the coating curing process can inhibit the coating cross-linking and result in early failures. Low temperatures can also result in condensation on the surface. This condensation or other sources of high humidity can result in the curing agents malfunctioning in thecoating and reacting with the atmospheric moisture instead. This can result in intercoat adhesion failures.
Erection Stage and Fitting Out.
The erection stage of construction is when the individual blocks that make up the structure are welded together. Substantial coating damage invariably occurs at this stage due to damage from scaffolding and general wear and tear from the workers carrying out the block join up welding.

Poor house keeping can lead to shot inclusions.
These block join up welds will need special attention and extra inspection as they are hard to execute and to paint. Often the work is carried out under poor conditions of illumination and cleanliness.
Final Commissioning.
Warships, in common with other vessels, invariably undergo modifications and rectification as all the final commissioning process and final fitting out stages are completed. These processes can often have a very adverse effect on the subsequent corrosion performance of the items in question. Minimising the amount of damage to metallic and organic coatings at this stage needs careful planning and implementation. Good repair procedures, that are properly carried out, are essential to the guarantee procedure.
Service Life
Very careful inspections should be carried out within the first year of service inspection as problems detected at this stage can be picked up as part of the Often corrosion problems that result from the vessel building and commissioning processes can show up relatively early in the service lifetime of the vessel.
Coatings problems such as delamination and blistering often show up within a few months of the items coming into contact with water. Damaged areas of coatings, together with cracks showing through coatings can often be observed easily because of the rust staining coming through defects. Any claims on coating guarantees are much easier to progress if they are the result of early inspections.
What are the options? Or Well, how feasible is it?
1. Consider corrosion at the concept and design stages with expert advice on each stage to avoid major problems. Prevent many potential problems through good design practices. Consider treating corrosion as one would any other risk and manage it accordingly.
2. Review existing information on the products proposed and consider setting up a testing protocol before making final specification or purchase decisions for items such as materials, coatings and corrosion control systems.
3. Assess the feasibility of the design in the context of the construction location – all shipyards differ in skills, capabilities and environment.
4. Ensure all personnel receive adequate training. Consider courses in corrosion for all relevant personnel, to help with the understanding of corrosion problems and methods for detecting early stages of corrosion, thereby minimising repair costs.
5. Consider courses in “building in corrosion” for the team involved in vessel construction or major repairs.
6. Obtain independent checks on the project through all stages to ensure corrosion possibilities are managed effectively.
7. Devise a regular inspection protocol for assessing the performance of corrosion sensitive components and plan maintenance and repair strategies in advance.
8. Assess conditions and practices in the shipyard, by an independent observer before agreeing the paint specification, to ensure that the paint specification is optimised.
These services can be provided by Amtec Consultants Ltd and BMT Defence Services Ltd in collaboration.
ABOUT THE PUBLISHERS
BMT Defence Services Limited is the leading independent European centre of excellence in whole warship, auxiliary and submarine design and support through life. The company was established in 1988. It has contributed to a number of key UK naval programmes since then, including Batch 2 Trafalgar Class (attack submarines); Type 45 destroyer (and its predecessor programmes: Future Frigate, Common Next Generation Frigate, Project Horizon); platform design on CVF (the UK’s future aircraft carrier), and has supported almost all Royal Navy surface and submarine vessels in service since that date.
The company is a wholly owned subsidiary of BMT Limited, the assets of which are vested in an Employee Benefit Trust. This ensures that all BMT Defence companies are independent of equipment manufacturing or shipbuilding interests and thus able to offer truly impartial design and engineering advice.

Amtec Consultants Ltd are a totally independent corrosion, coating and cathodic protection consultancy, specialising in all aspects of vessel construction from design, through building, to service life and major repairs in later life.
Amtec Consultants also investigate corrosion and coating failures, handle vessel and cargo claims, manage joint research projects and undertake impartial corrosion and coating testing. Amtec operates on a global basis and provides short notice response for Owners, P&I Clubs, Charterers, Lawyers, Shipyards, Suppliers, etc.
COPYRIGHTS AND ACKNOWLEDGEMENTS
© BMT Defence Services Limited 2006. All trade and service marks are the property of their respective owners.
© Amtec Consultants Ltd 2008.
All images are the property of Amtec Consultants and BMT DSL and should not be reproduced without prior permission.
Free initial telephone guidance is available on all the topics covered on this web site.
e-mail enquiries sent to the address below will be promptly answered.