Diagnostics of Coating Breakdown in Ballast Tanks
Testing - Assessment - Prevention (TAP)
Peter Contraros
Introduction
Coatings are generally applied to Ship’s ballast and cargo tanks and holds for protection against corrosion, although abrasion resistant coatings (which combine abrasion and corrosion resistance) are often used in cargo holds of bulk carriers and around bell mouths for added protection. Hard coatings are now mandatory in ballast tanks for all vessels at new buildings. Additional protection from sacrificial anodes maybe fitted if applicable.
Coating breakdown in Ballast Tanks in Ships is a well-known phenomenon but very difficult to predict. Regulatory bodies like IMO and IACS have introduced Rules and requirements through their available instruments of Regulations and/or Rules to address the issue. The Marine Industry through their Administrations are proposing new far reaching requirements to address the issue of coating breakdown and corrosion in Ballast tanks to avoid the so called “Domino Effect” and thus safeguard their environment in their coastal waters.
There are a large number of variables affecting coating breakdown with time, as a result of its application These influence its service lifetime. The diagnosos of these variables at various stages of the life of the coating, if identified correctly, may determine the remedial work that is necessary to prolong the coatings longevity and assure that no corrosion diminution occurs.
In order to avoid the “Domino Effect” where coating breakdown leads to corrosion and scantling diminution thus leading to structural failure, it is necessary to recognise each and every variable effecting the coating behaviour on the structure. The designer/Owner has to include inherently to the vessel’s specification and design of structural members ingredient/remedies to prevent coating breakdown and in particular in the ballast tanks.
The Industry may require to develop the technology to determine, map and quantify the tanks examined at each stage of coating changes and thus, ultimately, to be able to predict the point at which remedial actions with the coating becomes necessary. Visual inspections are the simplest tool to apply, but these can become confused by the ad hoc coating touch up programs usually carried out on vessels. Instrumented readings are less subjective and not confused by the presence of touch up coatings.
This paper will examine the various variables and try to identify areas of concern that the coating manufacturer and designer of the structure has to address prior to the application of coating or better still may take into account in the formulation of the coatings. In addition, areas to be developed will be highlighted to assure uniformity of testing procures for coating formulation, application and inspection during the building stage of the vessel and while it is in operation.
- Diagnostics of Coating Breakdown
The breakdown of coatings in ballast tanks is well known to be difficult to predict. This is because there tends to be three stages to the coating breakdown process, each of which can occupy a variable time frame, depending on the coating. The first stage is the initiation phase, which is followed by the stabilisation phase and finally the breakdown phase.
During the initiation phase, the coating is still relatively plastic and pores (otherwise known as ‘D’ areas) are dynamically forming and being blocked by corrosion products. This phase can last in the order of 18 month to 2 years.
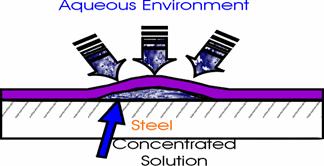
Figure 1
In the stabilisation phase, small areas of coating become detached from the steel by one or more of cathodic delamination, rust jacking (see Fig 4) and cyclic micro blistering (see Figs 1 and 2). This results in a steady deterioration in the barrier properties of the coating, which is also losing its retained solvents and any plasticisers (where used) into the ballast water and thus becoming more brittle.
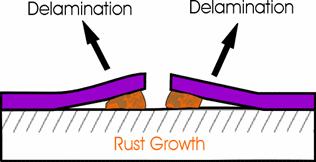
Figure 2

Figure 3 Rust jacking
causing the coating to allow corrosion to occur at a rate that may not easily prevented by regular maintenance. If the coating is not repaired adequately, metal loss can occur, leading to steel renewal.
It is well known that while the above three stages are taking place during the ship’s life the ballast tank maybe full when the ship is on the ballast mode or maybe empty when the vessel is in the cargo loaded mode. Ships today as per IMO Resolution A.868(20) (accepted by most of the world Administrations), are required to perform a ballast water exchange to avoid migration of aquatic micro organism between ports. This operation potentially places further stress and strain on the hull, particularly if a ballast tank is first emptied and then refilled (sequential ballast exchange). In addition while ballast exchange is performed by flow-through method by pumping ballast water into ballast tanks allowing fresh sea water in the tanks enriched with oxygen which will affect the longevity of the hard coatings.
Corrosion will be accelerated in terms of time (taking place at shorter time) if the surface preparation and proper decontamination (see Fig 3) is not followed during the building stage and an adequate DFT (i.e. two coats of paint) evenly applied.
Fig. 3 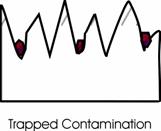
Our understanding is that the barrier properties of the coating change with time and that change is non linear. Figure 4 shows schematically these changes.
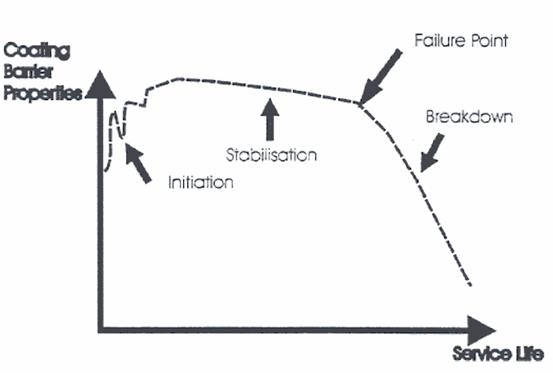
Figure 4 – Sketch of Coating barrier degradation during the vessels Ballast tank life
(See Reference 8)
As we have indicated above, coating barrier properties maybe categorised into three basic stages: Initiation which maybe approximated over the first six months of the life of the coating. Stabilization over six months to 20 months, where the barrier properties are non linearly sustained and stabilized and finally the Breakdown stage which generally starts after 6 years of the coating’s service life. The following diagram in Figure 5 shows the three stages of coating barrier breakdown:
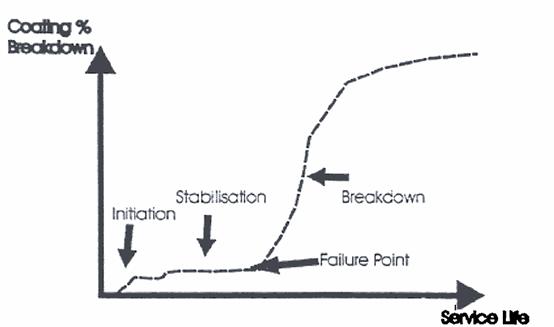
Figure 5. Diagram of Ballast Tank Coating Area Breakdown against Service Life Time (See Reference 8)
Coating manufacturers are offering a variety of coatings suitable for ballast tank as some of which shown below. New formulations are introduced with limited track record for the purpose and conditions experienced in the tanks:
- Coal tar polyurethane
- Modified epoxy for winter
- Modified epoxy
- Pure epoxy aluminum
- Pure epoxy
- Pure epoxy high solids
- Solvent free pure epoxy
- Coal tar epoxy
- Modified epoxy for use at on board maintenance and major refurbishment. damp and surface tolerant
- One pack tar free for on board maintenance surface tolerant
All the above are offered by the coating manufacturer together with a set of specifications for its application that addresses surface preparation, decontamination of the surfaces, specific DFTs and time and conditions for curing.
However, it would appear that coatings still breakdown well before the estimated duration. It has been noticed that coating breakdown commences on the most serious locations (see Fig. 6 & 7) in the structure like the welding of critical joints and edges of structural of stiffeners and girders.

Fig. 6 Breakdown at Areas of Coating Touch up – Connection of Shear Strake to side Deck stringer in Double Hull Tanker (15 months old).
The photograph in Figure 7 was taken onboard a 15 month old double hull tanker and shows corrosion on a high tensile shear strake in way of its connection to the main deck stringer. This area structurally is one of the most important connections on the ship where any failure may well undermine the ship’s survivability. It is obvious that the crew’s touch ups did not work. This is a representative picture of typical non-effective coating repair, which can also be found in many other locations and in many similar vessels. Similarly, Figure 7 shows severe corrosion at the end connections of the deck longitudinals and deck plating to the transverse web of top side tank in a bulk carrier, where maintenance by the crew is not feasible and yet the remaining coatings on the deck between webs and the web appear to be visually satisfactory. However the severity of the coating breakdown in the connection may well make the longitudinals redundant and thus propagate into catastrophic failure.

Fig. 7 - Severe Corrosion at the End Connections of Main Deck
Plating & Longitudinals to transverse web
2. Testing
Successful coating of ballast tanks requires careful planning by the builder during the new construction. However, coating specifications signed between the Builders and Owners usually include the bare minimum. How and when each process of surface protection will take place is not stipulated as well as the minimum acceptance levels that are required to be achieved by the two parties. Thus disagreements between these two parties are very common.
We all understand that coating is a very expensive process, the value of which may well approach the price of the ship’s engine, as the number of square meters to be protected on a VLCC for instance is very large (over 250,000 m2).
There are firm requirement in SOLAS Ch. II-1 Part A-1 Reg. 3-2 and IACS SC 122, however both documents refer the user for specific details of planning and inspection to Owners and Builders.
There are several published documents that address details of the quality of surface preparation of the substrate and the application of coatings. However, each builder has its own planning for the coatings system to be applied on a new building, with random testing being carried out by both the Owners and Builders. Planning in some cases is subject to severe changes to accommodate the new building order book.
There are standards for determining the preparation of the steel substrate (i.e. BS 7079 & ISO 8501-3), for coating application (i.e. ASTM, BS, DIN, ISO, SIS & SSPC), levels of contamination, environmental conditions, roughness and others. However, there are no specific test procedures for determining the suitability of the coating formulation that will meet the ballast tank conditions.
Coating identification and selection process in most cases of the new Buildings do not follow a specific testing regime. Sample testing of the coating in the shipyard of “fingerprinted” type usually is not stipulated in any coating specification and yet Owners accept the new building coating without having the opportunity to study its formulation. This usually happens in cases where the new building market is buoyant and the order book is limited to new orders. However, in reference 1 the user may find all appropriate information when addressing the issue.
A testing regime for coating formulation in ballast tanks that has tests to simulate the following has not yet been devised:
- Temperature and humidity
- Long term in Continues Wet – Dry during curing and well after curing process (coating the plastic region)
- Model of structure to be applied while in compression and tension to simulate the level of stresses in the tank while above items (a & b) are taking place
The test regimes for coating formulations that are marketed for repair work of existing coatings may also be tested on the above mentioned conditions by simulating the surface preparation, environmental and contamination levels that maybe encountered by the crew on board.
It is well known that coating manufacturers produce marine coatings that have been tested in wet and dry conditions by placing coated steel plate specimens in a tank with control environments. Typically specimens provided by Hempel Marine Paints to Chalmers University in Sweden (see reference 2) were aged as follows:
- unaged coating is stored in 25oC in 7 days with RH 50%
- Artificially aged in laboratory during 7 days in hot air in 80oC with RH 50% to simulate the long term in the ballast tank.
The paper entitled “Why Do Paints Crack?” by E. Askheim & J. Olav of Det Norske Veritas (reference 3) used aging to simulate long term ballast tank condition as follows:
- One week of immersion to EN ISO 2812-2 (Paints and Varnishes – Determination of Resistance to Liquids - Part 2: Water Immersion Method) at 40oC in artificial sea water according to ASTM D1141-90 (Standard Specification for Substitute Ocean Water);
- One week of damp heat testing including condensation according to IEC 68230 (basic Environmental Testing, Procedures – Part 2: tests and Guidances, Damp Heat, 12 Plus 12 Hours Cyclic) with temperature intervals of 20-70oC:
- One week of conditioning at a temperature of 25oC and 50% relative humidity.
- Total exposure time was nine weeks i.e. three cycles with inspection and mechanical flexibility test after each completed cycle.
The above examples shown a distinct variation and in both cases are lacking validation to the actual structural details of ballast tank of a tanker or bulk carrier or any other type of ships other than a flat plate. As shown in Figures 6 & 7, the coating breakdown initially appears at weld connections and edges. A flat plate simulation of coating breakdown is useful in the understanding of coating behavior. However, these tests may not may not relate adequately to the criticality of the weld joint in terms of structural safety due to the so called Domino Effect taking place, resulting in coating breakdown and corrosion structural failure (see Reference 6).
Coating breakdown in the time domain, is not a linear phenomenon and is subject to multiple factors as well as the structural behavior of the vessel. Realistic testing of the coating formulation maybe the type used for the derivation of the fatigue S-N curves in air and sea as shown in Reference 7. A large number of tests of coated tanks have been carried out, where the tanks have been fully instrumented in simulated sea conditions for one to two years in USA waters as per Reference 4. In Reference 5 large-scale tests were carried out for 20 years. Both these types of tests dismissed the artificial aging effect Neither test simulated the loading behavior of the structural members exerted in actual ballast tanks, the importance of which highlighted in Reference 6.
It is therefore recognized that a unified series of tests for the effectiveness of coating formulation under different conditions, surface preparations and application conditions (to simulate the actual condition) maybe proven invaluable for the Marine Industry.
3. Assessment
Owners, Builders (applicators) and Coating Manufacturers of a new build ship assess the coating during the building stage. It is therefore of paramount importance that these three parties follow the set procedures that have agreed. Class Societies assess that all parties are agreed at each stage of the coatings as per IACS SC122. As we have stated above any change of planning may well effect the quality finish of the coating and as such planning and quality control of the coating facilities prior, during and after (curing) coating is one of the main factors. The three parties should also agree on a set procedure for “figureprinted” testing of batches of coating prior its application. It is very difficult and not cost effective to revisit already coated surfaces of a ship structure for repairs. In most cases the revisited coated structure maybe be damaged further.
The batch samples of coating are to be tested to ensure that they are in complete agreement with the lab testing protocol addressing the particular coating formulation. Simulated conditions should be included that simulat the new ship. Reference 1 specifically addresses the issue but it does not provide set parameters that address the amount of paint per ship type and size or square meter of coated surface. In the case of steel, a specifically stated steel weight per batch of steel is to be tested prior to commencing preparation for construction.
There are several Guides from Class Societies and organizations that specify the minimum design life expectancy of the coatings. A summary table shown below produced by The Tanker Structure Co-operative Forum (TSCF). IACS Class Societies, Oil majors and International forums participated in its drafting and are not very far apart from those publications included in the Guides of other Organization:
The elongation properties of the steel substrate when compared with those of the coating alter significantly with time as epoxy-based coatings in their newly applied stage is about 4% as per Reference 4. This drops dramatically in the first few years of service to well below those encountered in steel structures in buckling and shear. It therefore follows that shear and buckling stress in a member, specifically in welds and center of flat panels respectively, are more prone to coating break down at the corresponding stages.
The tables below are very comprehensive and include the majority of coating attributes for a new building. However, several items concerning demands for the coating formulation are not included. In specific, elongation of coatings in an aged form that can simulate the life expectancy of the coating should be developed that will prove that the coating formulation can sustain the time without breakdown from stresses in critical areas (i.e. highly stressed weld connections) of the ballast tank structure substrate.
TSCF 10: Guide for minimum of 10 years – System Specification
Item |
Requirement |
Comment |
Primary Surface Preparation Soluble Salt limit |
Sa 21/2 , 30-75 Micron ≤30 mg/m2 |
ISO 8501, ISO 8503-1/3 ISO 8502-9 |
Pre-Construction Primer |
Ethyl-zinc-silicate |
|
Secondary Surface Preparation Pre-washing
After erection |
Preparation grade p1 |
ISO 8501-3 SSPC SP1
BS 2634 |
Painting Requirements Coating pre-qualification testing
Thickness requirement
Coating type |
As per manufacturers advice
250 mic dft minimum, over pre-construction primer thickness, |
+ 10oC recommended Appendix 4 ‘Guidelines for ballast tank coating system and surface preparation’ |
Anodes: |
As per contract |
*Installed in accordance with class rules. |
Acceptance Criteria:
Following conditions shall cause rejection:
- Excessive sags and runs: Isolated sags and runs defined as 1 per each 10m maximum are permissible
- Pin-holes: none allowed
- Air bubbles or air bubble craters: non permissible
- Low DFT (dry film thickness): none permissible
- Too high DFT: none permissible (see sags and runs for only exception)
- Blistering: none acceptable
- Lifting or peeling: none permissible
- Insufficient dehumidification, heating and/or ventilation: none permissible
- Unsafe or poorly erected staging: not acceptable
- Poor cleaning, presence of inclusions or invisible contamination in excess of the specification: none permissible.
TSCF 15: Guide for minimum of 15 years – System Specification
Item |
Requirement |
Comment |
Primary Surface Preparation |
Sa 21/2 , 30-75 Micron |
ISO 8501, ISO 8503-1/3 |
Pre-Construction Primer |
Ethyl-zinc-silicate |
|
Secondary Surface Preparation Pre-washing
After erection |
Preparation grade P2 |
ISO 8501-3 SSPC SP1
ISO 8503-1/3 |
Painting Requirements Coating pre-qualification testing
Thickness requirement Coating type |
As per manufacturers advice
300 mic dft minimum, Light colour epoxy |
+ 10oC recommended Appendix 4 Item 2.3.1 ‘Guidelines for ballast tank coating system and surface preparation’
To be qualified by testing |
Anodes: |
As per contract |
*Installed in accordance with class rules. |
Acceptance Criteria:
Following conditions shall cause rejection:
- Excessive sags and runs: Isolated sags and runs defined as 1 per each 100m maximum are permissible
- Pin-holes: none allowed
- Air bubbles or air bubble craters: non permissible
- Low DFT (dry film thickness): none permissible
- Too high DFT: none permissible (see sags and runs for only exception)
- Blistering: none acceptable
- Lifting or peeling: none permissible
- Insufficient dehumidification, heating and/or ventilation: none permissible
- Unsafe or poorly erected staging: not acceptable
- Poor cleaning, presence of inclusions or invisible contamination in excess of the specification: none permissible.
TSCF 25: Guide for minimum of 25 years – System Specification
Item |
Requirement |
Comment |
Primary Surface Preparation |
Sa 21/2 , 30-75 Micron |
ISO 8501, ISO 8503-1/3 |
Pre-Construction Primer |
Ethyl-zinc-silicate |
|
Secondary Surface Preparation Pre-washing
After erection |
Preparation grade P2
Butts and damages Sa 21/2 , |
ISO 8501-3 SSPC SP1
ISO 8503-1/3 |
Painting Requirements Coating pre-qualification testing
Thickness requirement |
Minimum +10oC Independent
350 mic dft minimum, |
Or higher if coating manufacturer recommends
To be qualified by testing |
Anodes: |
As per contract |
*Installed in accordance with class rules. |
Acceptance Criteria:
Following conditions shall cause rejection:
- Excessive sags and runs: Isolated sags and runs defined as 1 per each 100m maximum are permissible
- Pin-holes: none allowed
- Air bubbles or air bubble craters: non permissible
- Low DFT (dry film thickness): none permissible
- Too high DFT: none permissible (see sags and runs for only exception)
- Blistering: none acceptable
- Lifting or peeling: none permissible
- Insufficient dehumidification, heating and/or ventilation: none permissible
- Unsafe or poorly erected staging: not acceptable
- Poor cleaning, presence of inclusions or invisible contamination in excess of the specification: none permissible.
Determination of coating breakdown mechanisms in ballast tanks may well be very difficult as these mechanisms are electrochemical in nature with large cathodes on flat plate surfaces, driving a small anode, which may be the weld connections and edges (see Reference 8). Again the concentration of corrosion current, which is in addition to the high stress, will drive the coating breakdown in the most vulnerable areas of the structure with some severity as shown in Figure 7.
It is therefore of paramount importance to assure that all edges and weld connections have been properly prepared and adequately coated (at least two stripe coats) and to develop a procedure to detect these cathodes in good time as shown in Reference 8.
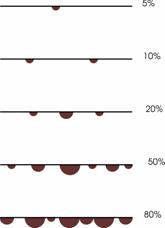
Assessment of coating breakdown in ballast tanks of ships after construction is regulated by IACS and all IACS Class Societies and based on the following diagram of Assessment Scale for Breakdown (Figure 8). This extent diagram provides an overview of the general tank condition, where several areas of particular structural importance have not been able to be identified.
It is therefore possible to identify these areas using the following New Extent Diagram for assessment of corrosion at edges and weld joints (see Figure 9) that can be addressed by the attending Inspector and rectified in good time. A failure of addressing such coating breakdown may lead to the complete collapse of the coating system, leading to substantial diminution of the steel weld substrate. All the above maybe accompanied by a specific protocol that identifies the type of coating breakdown, extent of corrosion, diminution of the substrate and effectiveness of the sacrificial anodes if fitted. All these maybe achieved in numerical form and thus assess the coating barrier visually in totality and provide some intelligence to the coating manufacturer/supplier and ship-owner/operator about the type and extent of the problem in the coatings in the ballast tank.

Figure 8 Current Class scatter diagrams for corrosion and coating breakdown assessment
New extent diagram for assessment of corrosion at edges
Localised Corrosion Extent Diagrams.


.



Figure 9. New localised breakdown extent diagrams.
Brief Indication of an Inspection Protocol
Flat areas.
1. Corrosion.
0 = no corrosion.
1 = corrosion spots.
2 =.
3 =
2. Blistering.
0 = no coating blisters.
1 = blisters present
3. Coating appearance (flat areas).
0 = appearance as new.
1 = crazed surface.
2 =
3 =
4. Scale & metal loss (flat areas).
0 = no scale.
1 = corrosion visible, no hard scale formed, no coating jacking.
2 = hard scale formed
5. Calcareous deposits (flat areas).
0 = no anodes fitted or no calcareous deposits.
1 = white rust present, no coating jacking.
2 = Edges and welds.
1. Edge condition.
0 = no breakdown.
1 = breakdown present. .
2 = coating cracked,
3 , 4, 5, 6, 7 & 8
2. Weld condition.
0 = no breakdown.
1 = breakdown present. .
2 = coating cracked,
3, 4, 5, 6, 7 & 8.
For grades 3 to 7, state R (rust), C (calcareous deposits) or R/C (mixed rust & calcareous deposits).
3. Coating Delamination (add V or P).
0 = no delamination.
1 = delamination distance
2 & 3.
V = visual distance of coating delamination.
P = penknife assessed distance of coating delamination.
Record the surface under the delaminating – steel, shop primer, other coating.
4. Prevention and Conclusions
From the above, it can be seen that the quality of coating required to meet the anticipated duration of 10 or 15 or 25 years is a function of many variables. All those variables need to be examined well before commencement of building the new ship. Owners, Builders and Coating Manufacturer know only too well that a well-done job at the first time around is more efficient and cost effective. In this regard Owners and Builders should make sure that they have devised an agreed and fully intergraded planning scheme of inspections during the planning of construction and followed carefully. The inspectors should have full access to assess personnel’s qualification that will be handling the coating system, as occurs with steelwork. Equipment suitable for the purpose of treating and handling surface preparation, coating application, contamination levels, temperature and humidity levels, curing time between coats, minimum and maximum levels of DFT. Minimum or no works should be undertaken after the completion of coated surfaces, whenever possible.
The designers should make sure that areas prone to high shear and buckling stress are careful designed to assure that the relative strain is much less than the minimum strain of completely cured coating system after 3 to 4 years in service.
The coating formulation should be fingerprint tested and it should be that the agreed quality is delivered and finally applied on the ships ballast tanks. It may well be required to develop a set of methods/procedures/requirements that control the process in a similar manner to the one required for the ships steel deliveries to the construction shipyard. Testing of the coating formulation and limits of acceptability should be developed to assure that the coating will meet the designed service lifetime and meet the owners and builders expectations.
Flag Administrations and legislated bodies appear to demand further requirements to regulate the otherwise self-regulated manufacturing of coating, surface preparation during building, application process for a specific life expectancy.
References:
- The Tanker Structure Co-operative Forum – Guidelines for Ballast Tank Coating Systems and Surface Preparation – 2002
- J. W. Ringsberg - Chalmers University of Technology of Sweden – On mechanical interaction between steel and coating in welded structures – 1997
- E. Askheim and J. Olav Nokleby, DNV – Why Do Paints Crack? Ballast Tank Coating Study Focus on Brittleness and Loss of Flexibility – 2001
- B. Fultz, Bechtel, USA– Tank coating test – NACE Coating Conference Houston 2001.
- U.S Department of Navy & Halter Marine Group NSRP 0583 - New Surface Preparation and Coating Repair Techniques in Ballast Tanks – Phase IV – 2001.
- P. D. Contraros, ABS Europe - The Domino Effect – Coating Breakdown Corrosion Structural Failure – Lloyds List Corrosion Conference in London UK – 2003.
- UK DEn Offshore Installations Guidance Notes latest edition – Basic design S-N curves for nodal joints – Derived after several years continuous testing
- Dr. L. Callow, P&C International Marine Services, Greece – “Surveying for Corrosion”. Prevention & Management of Marine Corrosion Conference. London, April 2003.