Amtec Guide to Assessment of Coating Breakdown
Introduction.
The assessment system for ballast tank coatings has been reviewed and revised in order to update the information contained in this report, in line with new IACS rules (for example, soft coatings are no longer allowed in ballast tanks, so this section has been removed).
It is important to produce a more accurate assessment of the ballast tank condition and one which will allow for planned maintenance to be carried out by owners, as a part of the enhanced services which ABS are offering to owners.
This research document is designed to aid Surveyors to grade the ballast tank condition more realistically and consequently, to allow simpler comparisons to be made between individual Surveys on corrosion and coating condition. Degradation of coatings and the increase in the different forms of corrosion can be more easily monitored with time.
Introduction to the New Visual Inspection Protocol.
The extent diagram assessment scale provides an overview of the general tank condition and the new extent diagrams allow specific areas to be individually graded. In many of the example photographs in the existing Guide, breakdown was extensive on one type of tank structure only, such as edges or flat areas, but the condition of the various tank areas could not be determined from the overall good/fair/poor grading system.
The new protocol introduces a more realistic set of extent diagrams. It is well known that assessment of edge breakdown is very difficult from a general scatter diagram, so the new extent diagrams have been drawn up to make grading easier for the Surveyor. Extent diagrams for clustered corrosion on edges plus extent diagrams for corrosion originating in corners have been devised.
If the ballast tanks are not repaired by either the crew, or refurbished by riding gangs between surveys, the new protocol will allow the resulting coating degradation in specific tank areas to be followed more easily and will also permit specific areas of concern to be highlighted or monitored.
The new protocol recognises that different types of structure within ballast tanks corrode in different ways and grades corrosion & coating breakdown in different areas accordingly.
Assessment of Existing Surface Coating Systems.
For the purposes of consistent assessment of the “degree of effectiveness” of a surface coating system, the following “rating” is used by Surveyors:
GOOD condition, with only minor spot rusting.
FAIR condition, with local breakdown at edges of stiffeners and weld connections and/or light rusting over 20% or more of the areas under consideration, but less than as defined for POOR condition.
POOR condition, with general breakdown of coating over 20% or more areas or hard scale at 10% or more of the areas under consideration.
The Tanker Structure Co-Operative Forum has tabulated the above definitions as follows :
Definition of Coating Conditions.
Rating/Condition
|
Good |
Fair |
Poor |
Spot Rust |
Minor |
>20% |
|
Edges |
<20% |
>20% |
|
Hard Scale |
Minor |
>10% |
>10% |
General |
Minor |
>20% |
>20% |
Other References |
|
|
|
ISO |
R13 |
R14 |
R15 |
European |
RE3 |
RE5 |
RE7 |
Note : The lowest rating within any category shall govern the final rating.
Corrosion Prevention of Seawater Ballast Tanks (as per SOLAS Ch. II-1 Part A – IMO Resolution A.798(19)).
The following applies to oil carriers and bulk carriers constructed on or after 1 July 1998.
All dedicated seawater ballast tanks shall have an efficient corrosion prevention system, such as hard protective coatings or equivalent. The coating should be preferably of a light colour. The scheme for the selection, application and maintenance of the system shall be as per IMO Resolution A.798(19) summarised below:
- Agreement between Owners – Coating Manufacturer & Shipyard
- Coating System on Each B.W.T
- Detail of Anodes
- Coating Manufacturer’s Data Sheet for Each Product
- Evidence of Applicator’s Experience
- Surface Preparation & Inspection Points
- Application Procedures & Methods of Inspection
- Format of Inspection & reporting
- Coating Manufacturer’s Product Safety
- Maintenance of Coating System
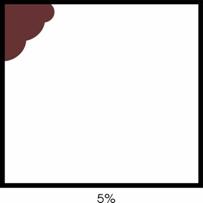
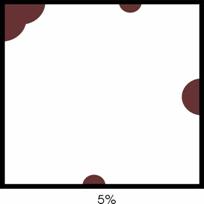
Extent Diagrams.
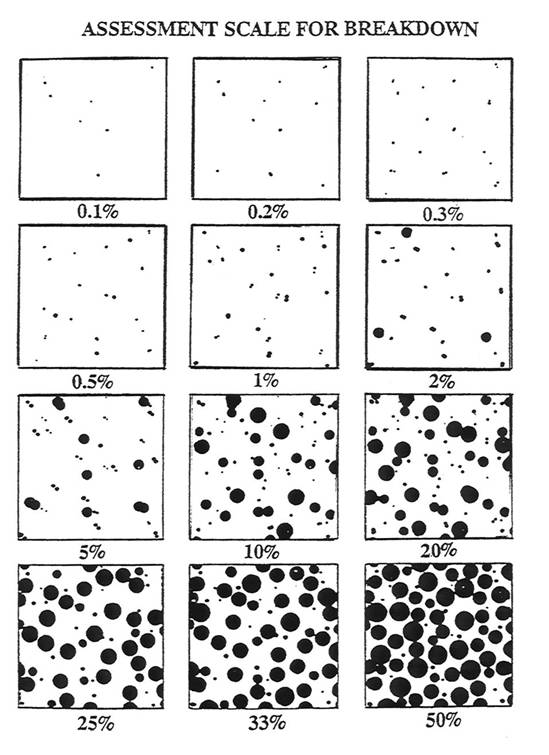
Figure 9-1. Original scatter diagrams for corrosion and coating breakdown assessment.
New Linear Extent Diagrams.
It has been noted that many of the corrosion failures observed in practice are difficult to relate to the previous set of extent diagrams. This is particularly true when the coating breakdown and/or corrosion is along edges and welds, as these are often the first sites to show failures.
A new set of linear extent diagrams has been constructed to assist with the assessment of edge and weld corrosion and these are shown below.
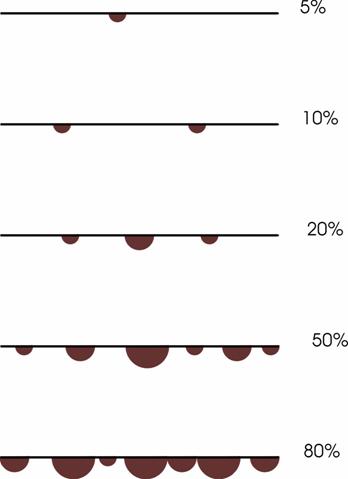
Figure 9-2. New Linear Extent Diagrams.
It should be noted that the areas are those of actual corrosion and not areas of rust staining. These extent diagrams are designed for use along stiffener edges and on welds. The corrosion may extend to both sides of the arbitrary line.
Corrosion on flat surfaces can also be localised rather than scattered and a set of localised scatter diagrams has also been produced. Again, the areas shown are the actual corroding sites and do not include rust staining.
Localised Corrosion Extent Diagrams.
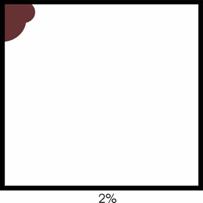

Localised corrosion. Scattered corrosion.
Localised corrosion. Scattered corrosion.
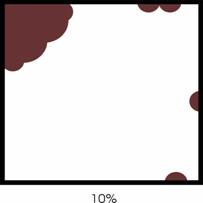
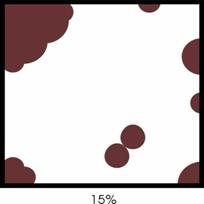
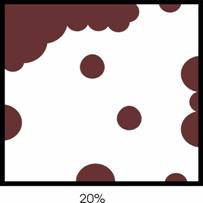
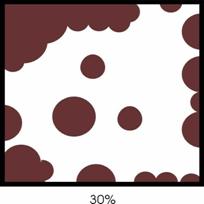
Figure 9-3. New localised breakdown extent diagrams.
Visual Inspection Protocol.
The inspection protocol has been constructed to separate the corrosion and coating breakdown which occurs on flat areas from the breakdown on welds and edges. Each is assessed separately in terms of extent and severity.
General Information to be recorded.
- Vessel name.
- Vessel owner/operator/manager.
- Name of Captain.
- Name of Superintendent.
- Vessel launch date/age at inspection.
- Coating in ballast tank – product name/code, type (e.g. modified epoxy) & colour.
- Date of major coating repair/refurbishment.
- New coating used at major repair – product name/code, type & colour.
- Conditions in tank during inspection (dry/humid, mud, etc).
- Photographic record of typical and exceptional areas within each tank.
Flat areas.
1. Corrosion.
0 = no corrosion.
1 = corrosion spots – assess using extent diagrams.
2 = isolated rashes at localised contamination, weld burn through, etc.
3 = isolated rashes at low dry film thickness.
2. Blistering.
0 = no coating blisters.
1 = blisters present – use extent diagrams.
2 = isolated blisters due to localised surface contamination, low dry film thickness, weld burn through, etc.
3 = blisters at coating repair or touch up.
Record the cause of the blistering for each category, where possible.
3. Coating appearance (flat areas).
0 = appearance as new.
1 = crazed surface.
2 = coating cracking due to high stress.
3 = peeling of top coat.
4. Scale & metal loss (flat areas).
0 = no scale.
1 = corrosion visible, no hard scale formed, no coating jacking.
2 = hard scale formed, no appreciable metal thickness loss.
3 = heavy hard scale and/or metal thickness loss.
4 = heavy hard scale and/or metal thickness loss, where loss > scantlings.
5. Calcareous deposits (flat areas).
0 = no anodes fitted or no calcareous deposits.
1 = white rust present, no coating jacking.
2 = white rust lifting coatings from steel.
3 = white rust lifting the coating, with metal loss underneath.
Edges and welds.
1. Edge condition.
0 = no breakdown.
1 = breakdown present. Assess extent from edge diagrams.
2 = coating cracked, no visible corrosion.
3 = rust / calcareous deposits at edge, no coating jacking.
4 = coating jacking due to thin rust / calcareous deposits.
5 = Severe coating jacking – layered rust / calcareous deposits.
6 = rust / calcareous deposit with metal loss.
7 = rust / calcareous deposit with metal loss > corrosion allowance.
8 = rust occurring through repaired coating.
For grades 3 to 7, state R (rust), C (white calcareous deposits) or R/C (mixed rust & calcareous deposits).
2. Weld condition.
0 = no breakdown.
1 = breakdown present. Assess extent from edge diagrams.
2 = coating cracked, no visible corrosion.
3 = rust / calcareous deposits at edge, no coating jacking.
4 = coating jacking due to thin rust / calcareous deposits.
5 = Severe coating jacking – layered rust / calcareous deposits.
6 = rust / calcareous deposit with metal loss.
7 = rust / calcareous deposit with metal loss > corrosion allowance.
8 = rust occurring through repaired coating.
For grades 3 to 7, state R (rust), C (calcareous deposits) or R/C (mixed rust & calcareous deposits).
3. Coating Delamination (add V or P).
0 = no delamination.
1 = delamination distance < 5mm.
2 = delamination distance = 6-20mm.
3 = delamination distance > 20mm
V = visual distance of coating delamination.
P = penknife assessed distance of coating delamination.
Record the surface under the delamination – steel, shop primer, other coating.
General condition.
- Sacrificial anodes.
Note: this section to be revised following further vessel inspections.
0 = no anodes fitted.
1 = anode type(s): Z (zinc) A (aluminium) (If mixed state % of each).
2 = % anode wasted. (Note: if >1set, note average % wastage of each set).
3 = date anodes added (new build or in service) or replaced (with location).
Dimensions & locations of anodes to be included in diagrams of areas inspected, where possible.
2. Mechanical damage.
0 = no damage to coating.
1 = erosion at bell mouth/drainage areas.
2 = reverse impact damage.
3 = other mechanical damage (specify).
3. Touch up and repair.
0 = no touch up or repair since the vessel entered service or last major refurbishment (state time since 2 or 3 below).
1 = touch up by the ships crew since last inspection (include dates & locations where possible).
2 = repair by a riding crew (include date).
3 = repair or refurbishment in dry dock (include date).
4 = corrosion breakthrough at repaired coating.
5 = delamination between repair paint and original coating.
6 = blisters between repair & original coating.
Include all the details of each method used for surface preparation and coating application for crew touch ups and major repairs and list all the paints applied and thinners used.
List the repairs in each ballast or cargo tank separately. Note the dates, locations & condition of any welding work.
Area to area variations.
Where there is a wide variation in assessment grade from one region of a tank to another (such as the blister size range from the top to the bottom of a ballast tank), it will be necessary to include either a range statement or to assess the relative areas separately.
Free initial telephone guidance is available on all the topics covered on this web site.
e-mail enquiries sent to the address below will be promptly answered.